Самодельный 3D-принтер, печатающий металлом, но что-то пошло не так
Всем привет, меня зовут Сергей. В этой статье речь пойдёт о 3Д-печати металлом, точнее, о моей попытке реализации 3Д-печати металлом.
Весьма часто, люди, интересующиеся или занимающиеся какой-либо деятельностью, не важно чем, натыкаются на совершенно что-то новое и ранее неизвестное для них, на то, что может помочь развить/усовершенствовать их основную деятельность. «Аналогичная» ситуация сложилась и со мной.

Бороздя просторы этих ваших интернетов, я наткнулся на замечательную технологию вакуумного напыления металлов на различные материалы. На хабре есть интересная статья об этой технологии. Кроме этого, на множестве других ресурсов было сказано, что испаряемый металл движется к мишени прямолинейно.
Множество ресурсов

ecm-zink.ru/info/stati/termicheskoe-vakuumnoe-napyilenie.html

pkf-start.ru/detaley-avtomobilya

nipg.ru/ru/9-uncategorised/105-vakuumnoe-napylenie
И тут я подумал, а что если напылять металл в необходимом мне месте, постепенно увеличивая толщину? Стал искать информацию о том, делал ли кто-то подобное — не нашёл.
Зарегистрировался на форуме, где кучкуются напыпляльщики и стал их тревожить вопросами наподобие: можно ли нарастить «плёнку», толщиной 1 и более миллиметра. На что поймал массу непонимания для чего это нужно, но ответ положительный получил.
Общие сведения получены, можно начинать готовиться к проведению экспериментов.
Из различных статей и документов известно, что вакуум нужен не более 10⁻² Па. Для сравнения порядка величин – давление, которое даёт бытовой вакуумный насос (Value и прочие) – порядка 4 Па (измеренное значение), т.е. давление в 400 раз больше, чем это необходимо. Как с этим быть и что делать? Для достижения малых давлений используются турбомолекулярные вакуумные насосы, они работают параллельно с форвакуумным насосом и, буквально по молекулам, захватывают остатки воздуха из камеры. Процесс это не быстрый. Выглядит такой насос примерно таким образом.

Поставили насос, он откачивает воздух и всё вроде хорошо, но как узнать давление? Для этого я выбрал ионизационный вакуумметр.

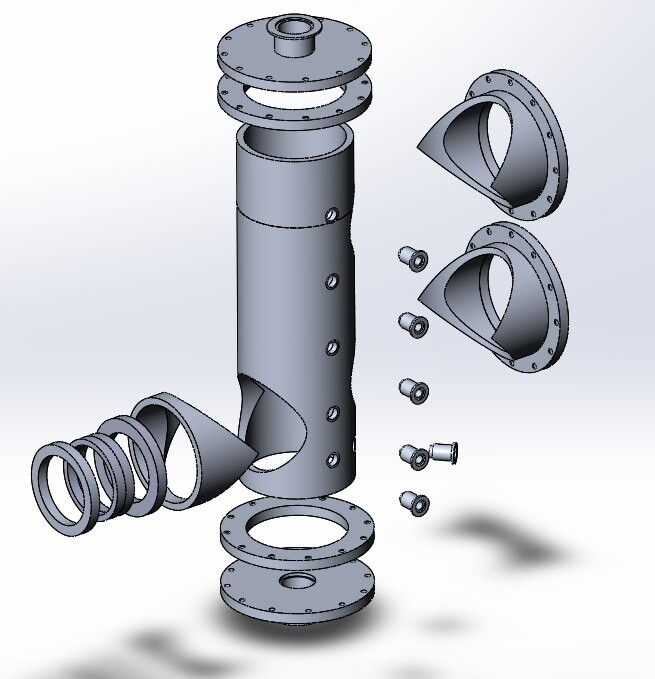
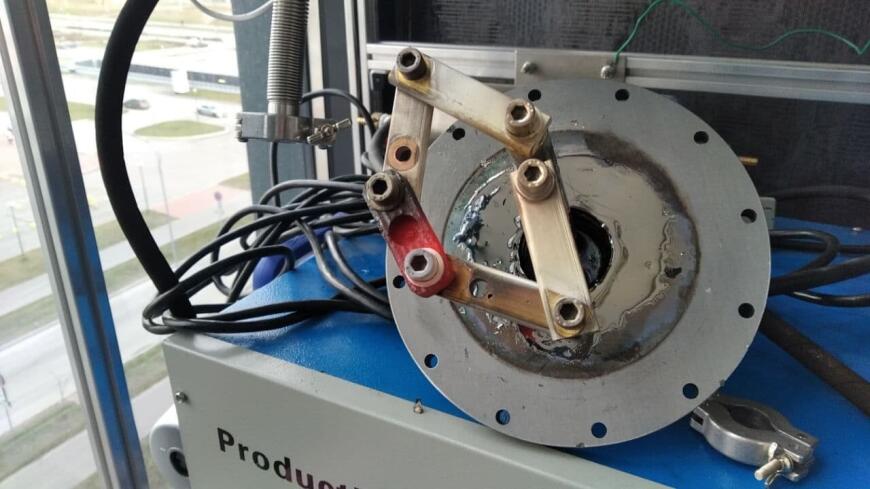
По сути, больше ничего не нужно, за исключением камеры и испарителя. Готовой доступной (в плане финансов) камеры я не нашёл, поэтому, решил делать свою. Она небольшого объёма (порядка 8-10 литров) для того, чтобы откачка воздуха происходила быстрее. Обычно, камеры имеют шарообразную форму, у меня она наоборот, вытянутая, для того, чтобы можно было ставить «мишень» (место, где осаждается металл) на разное удаление от испарителя. Кроме того, на камере достаточно много фланцев для подключения вводов/выводов всевозможных и датчиков. Камеру я замоделировал в известной САПР программе, нарисовал чертежи и передал в производство.
Токовводы и токопроводы я изготовил из латунного бруска и латунного стержня, купленной на местом рынке. (Юнона, кто из Питера).

На фотографии ниже закреплена вольфрамовая лодочка между двух токопроводов.

Нижняя часть выглядит так. На фотографии видны трубки охлаждения токовводов. В последствии, я от них отказался, по причине упрощения системы.

Собрать камеру много усилий и сложностей не заняло. Гораздо сложнее добиться удержания вакуума в этой камере. Для этого фланцы и все сопрягаемые поверхности я отполировал, чтобы избежать малейшей утечки через резиновое уплотнение (на фото ниже я обработал только верхний фланец).

Как оказалось, впоследствии, сварной шов не герметичен от слова совсем (имеется в виду для низкого вакуума). Я, по неопытности, предполагал, что накачав в камеру давление 300 кПа и погрузив её в ванну с водой, я аккуратно найду все места протечек и устраню их. Да, на первом этапе я так и сделал, но давление в камере не опускалось ниже отметки 10-2 Па, были утечки. Интересно, что до начала проведения теста, при давлении в камере 300 кПа, из сварных швов выходили пузыри с интенсивностью примерно 1 пузырь (диаметром 2-3 мм) в 30-40 секунд. И это были большие потери, которые я устранил. Но что делать с минимальными потерями вакуума, которые невозможно отследить в «кухонных» условиях?
Решение оказалось близко. Для этого нужен всего-навсего масс-спектрометр.

Идея проста – к вакуумной камере спектрометра подсоединяется исследуемая камера или ёмкость. Откачивается воздух, на графике смотрят, нет ли посторонних пиков каких-либо газов. После этого локально, в места возможной утечки, подводят гелий. Именно гелий, потому как проникающая способность у него выше и на спектре пик гелия можно легко отследить. Как только гелий попадает через микроотверстие в камеру, то сразу это видно на спектре.
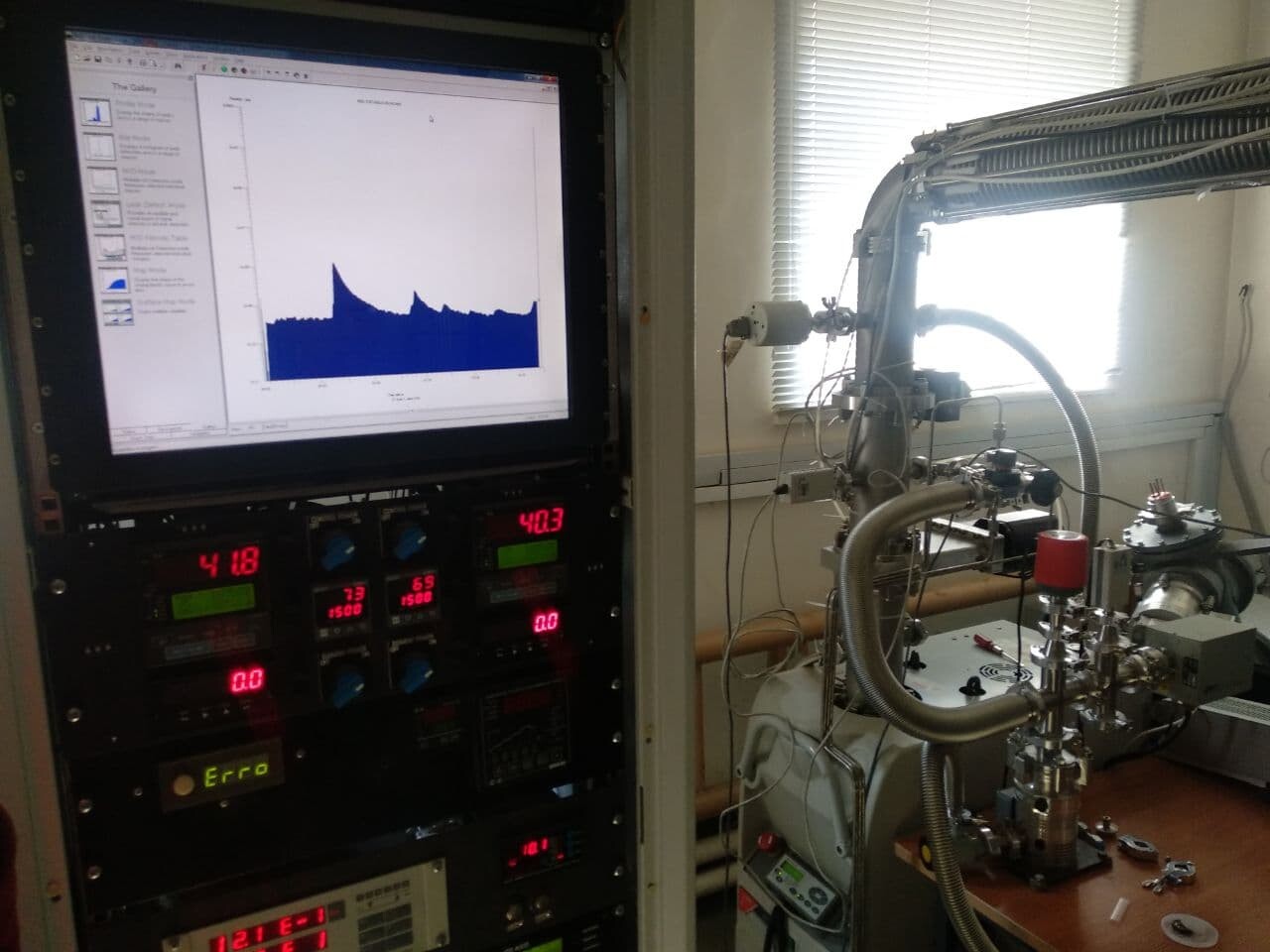
Два раза я ездил и два раза искал течи. Теперь камера, с установленным насосом герметична и можно дальше проводить эксперименты, предварительно собрав все компоненты системы на стойке.

Общий вид невероятной установки.

Запуск установки и проверка сводится к тому, что должно удерживаться минимально возможное давление. Сначала запускается форвакуумный насос.
Давление после работы форвакуумного насоса видно на картинке ниже.

После того, как давление устанавливается (не меняется). Можно запускать «тяжёлую артиллерию» — турбомолекулярный насос. Он уменьшает давление ещё на 3 порядка.

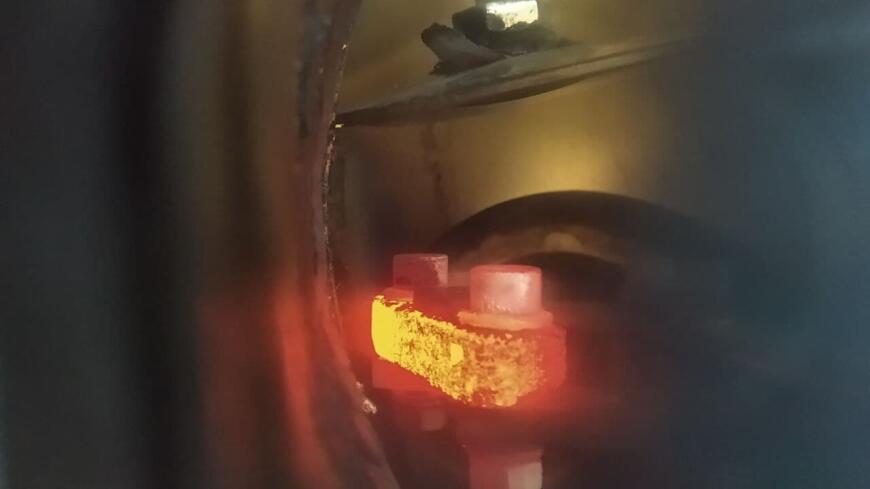
Настало время экспериментов, то, к чему я так долго шёл и чего так долго ждал.
Первый эксперимент.
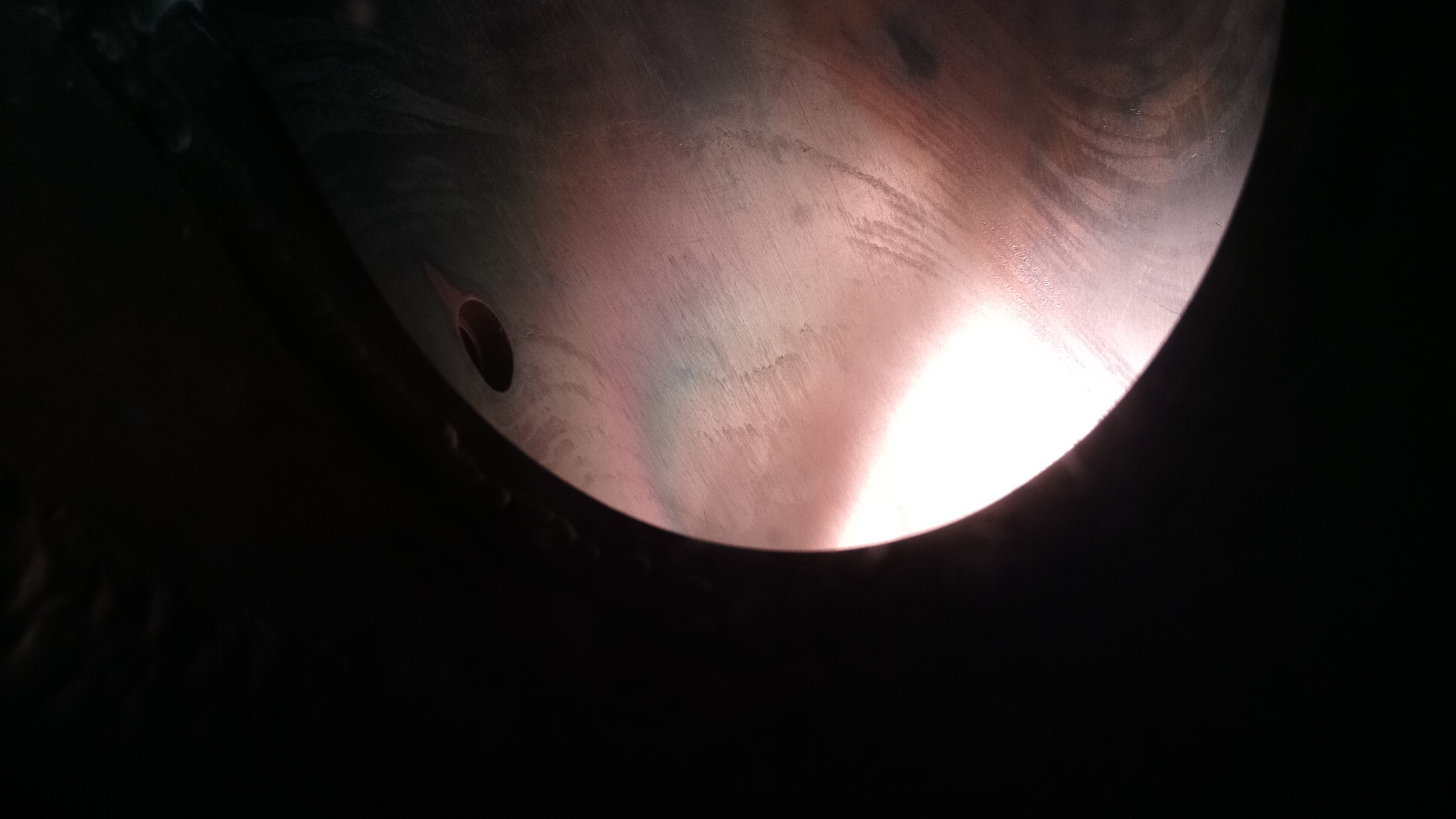
В закреплённую между токопроводами лодочку помещаем небольшое количество серебра. Над лодочкой устанавливаю паровод – спаянный цилиндр из жести, который, как я думал, должен ограничить распространение металла по камере. Над пароводом крышка с отверстием 2 мм, за крышкой – мишень, на которую должен конденсироваться металл. Жаль, что фотографий не осталось, но вакуумная камера запылилась полностью. Не было ни единого места, на котором не было нанесённого слоя металла. На фото ниже совсем не иная планета, а напылённое серебро на внутреннюю поверхность стенки.
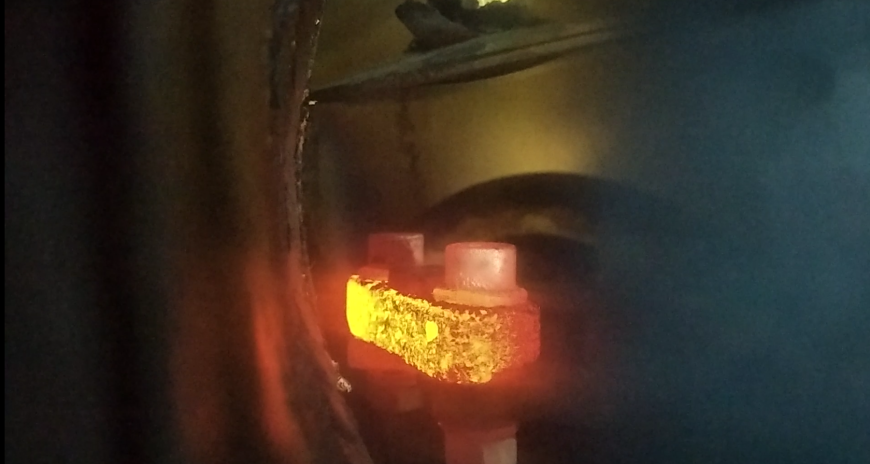
Второй эксперимент.
Я подумал, что дело в том, большие зазоры между лодочкой и пароводом. Решение родилось сразу и быстро. Взял две лодочки и совместил их так, чтобы получилась скорлупка. Внутрь разместил серебро, а в верхней половинке проточил отверстие диаметром 2 мм.

И стал всё это дело нагревать. Но, не учёл жёсткость лодочек и жёсткость токовводов. Скорлупки немного разошлись и образовалась между ними щель, через которую так же улетал пар во все стороны.
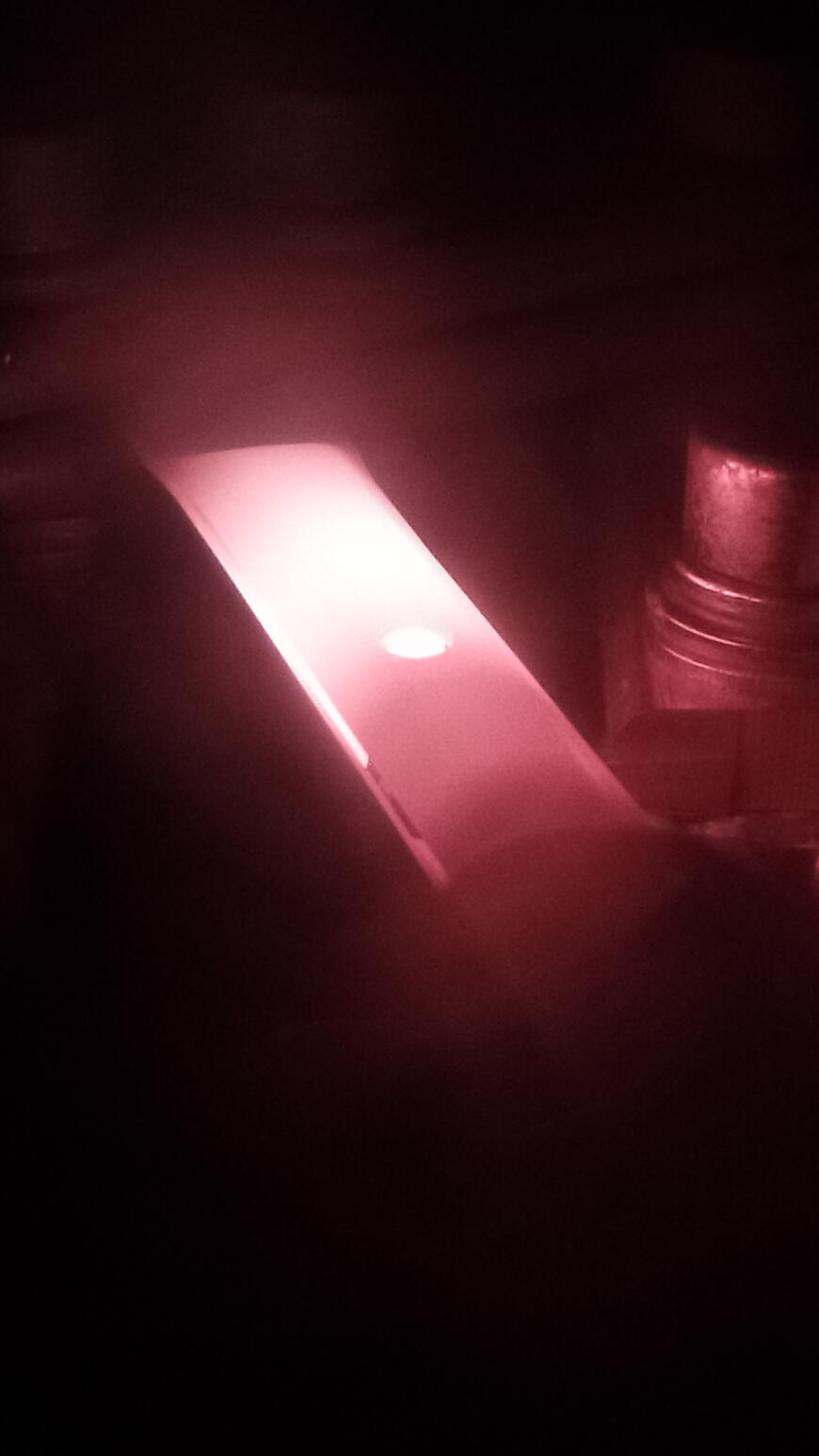
Как итог – напыл во всём объёме камеры. На фото ниже смотровое окно, лодочка в котором находилась чуть выше половины, но запылилось окно полностью.

Третий эксперимент.
Немного подумав и погоревав, я подумал, что ёмкость с испаряемым металлом должна быть герметичная и лишь с одним выходным отверстием, но как и из чего его сделать. Из вольфрама – очень дорого и сложно в обработке. Выход нашёлся! Графит – отличный материал для изготовления тигеля, назовём это так. На сайте объявлений я нашёл объявление о продаже графитовых брусков от контактных усов троллейбуса, вырезал брусок с отверстием по центру и сделал к нему крышку. На фото ниже – как раз брусок с отверстием под материал (без крышки).
А на этом фото уже в камере с установленной крышкой (в крышке отверстие диаметром 1 мм).
Под спойлером несколько фотографий с небольшим промежутком времени, из которых видно, как запылилось смотровое окно.
Потеря прозрачности
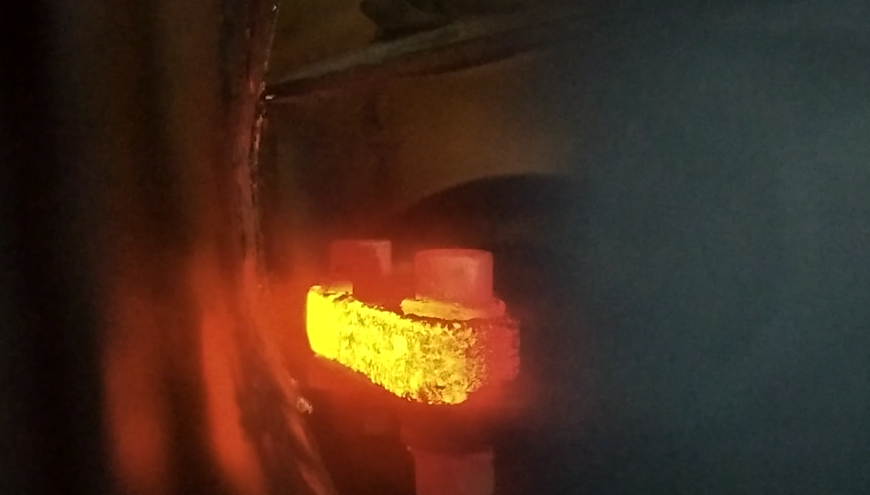
Очевидно, что и в этом случае успеха не получилось, к великому моему сожалению. Все три эксперимента проводил с плавным увеличением температуры от того состояния, когда испарения не происходит.
Небольшое видео, в котором информация изложена несколько иначе, в другом виде и объёме.
Ссылка на видеоролик
Вывод
К сожалению, получить то, что задумывалось не удалось, но, с другой стороны, получен бесценный опыт в проектировании и изготовления вакуумной техники. Большей частью этого опыта я поделился с вами и буду премного благодарен если вы выскажете своё мнение по этому вопросу.
Всем спасибо и удачи.
- 3Д печать
- металлическая 3Д печать
- вакуумное напыление
- 3D-принтеры
- DIY или Сделай сам
3D-печать по металлу: беспрецедентная точность и минимизация отходов
3D-печать по металлу все увереннее конкурирует с традиционными методами производства. На 3D-принтерах можно печатать металлические гайки и ключи к ним, винты, болты, запчасти для автомобилей и самолетов, декоративные изделия, столовые приборы и практически любую продукцию, чьи габариты соответствуют размерам печатной поверхности принтера. Более крупногабаритные объекты можно распечатать в виде отдельных компонентов, а затем собрать воедино.
Основной проблемой 3D-печати по металлу остается высокая стоимость расходных материалов. Многие изделия до сих пор проще и выгоднее изготавливать методами традиционного производства. В этой статье будет рассмотрен процесс 3D-печати металлом по технологиям SLM и DLMS, приведен обзор наиболее востребованных принтеров, дана оценка перспектив технологии в промышленности и в домашних условиях.
- SLM или DMLS: в чем разница?
- Как работает 3D-печать металлами?
- Схема работы 3D-принтера по металлу
- Основные характеристики SLM & DMLS
- Параметры принтера
- Адгезия между слоями
- Область поддержки и ориентация деталей
- Полые секции и облегченные конструкции
- Расходные материалы для SLM и DMLS
- Постобработка
- Обзор 3D-принтеров по металлу
- HP Metal Jet
- Farsoon FS121M
- Russian SLM 250
- Concept Laser X line 2000R
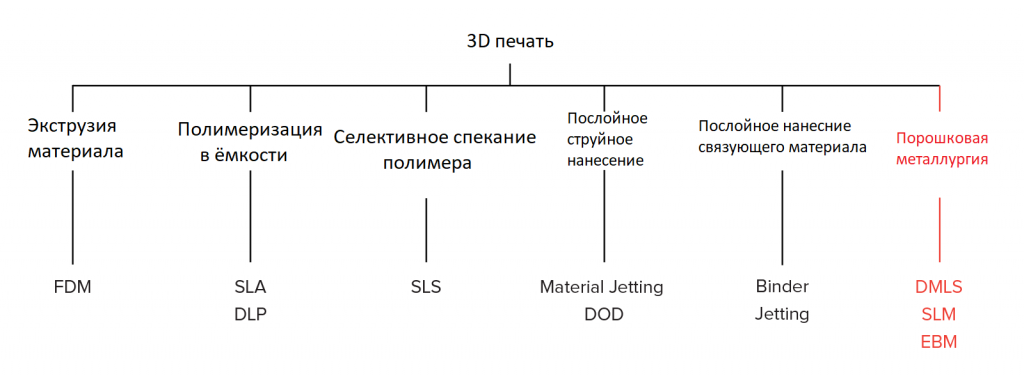
SLM или DMLS: в чем разница?
Обе эти технологии сегодня активно применяются для 3D-печати по металлу. SLM предусматривает выборочное лазерное плавление металлического порошка, а DMLS — прямое лазерное спекание металла. В обоих случаях для выборочного плавления крупиц металлического порошка задействуют лазер, связывают эти крупицы воедино и создают изделия послойно.
Разница между технологиями такова:
- В SLM металлический порошок расплавляется.
- В DLMS применяются не настолько высокие температуры, поэтому металл не переходит в жидкое состояние. Частицы порошка просто спекаются между собой.
Обе технологии защищены патентами.
Как работает 3D-печать металлами?
3D-печать металлами сегодня требует внушительных затрат. Стоимость принтеров измеряется сотнями тысяч долларов, а ведь к этому надо еще добавить затраты на их содержание и обслуживание, закупку расходных материалов, обучение сотрудников и оплату их труда.
В то же время эти издержки компенсируются экономичностью производственного процесса. Так, традиционные методы производства в авиационной промышленности приводят к тому, что до 90 % сырья превращается в отходы. При 3D-печати же в отходы отправляется не более 5 % материала. Неиспользованный порошок просеивают, перемешивают с новым и повторно применяют для печати.
ВНИМАНИЕ : Отходами становятся обычно элементы области поддержки.
Энергопотребление у 3D-принтеров намного ниже, чем у традиционного оборудования. Масса распечатанных комплектующих наполовину меньше, чем у традиционных аналогов. Это особенно важно для авиационной и космической промышленности, так как позволяет сэкономить миллионы долларов на топливе для летательных аппаратов.
По 3D-технологии можно распечатать такую продукцию:



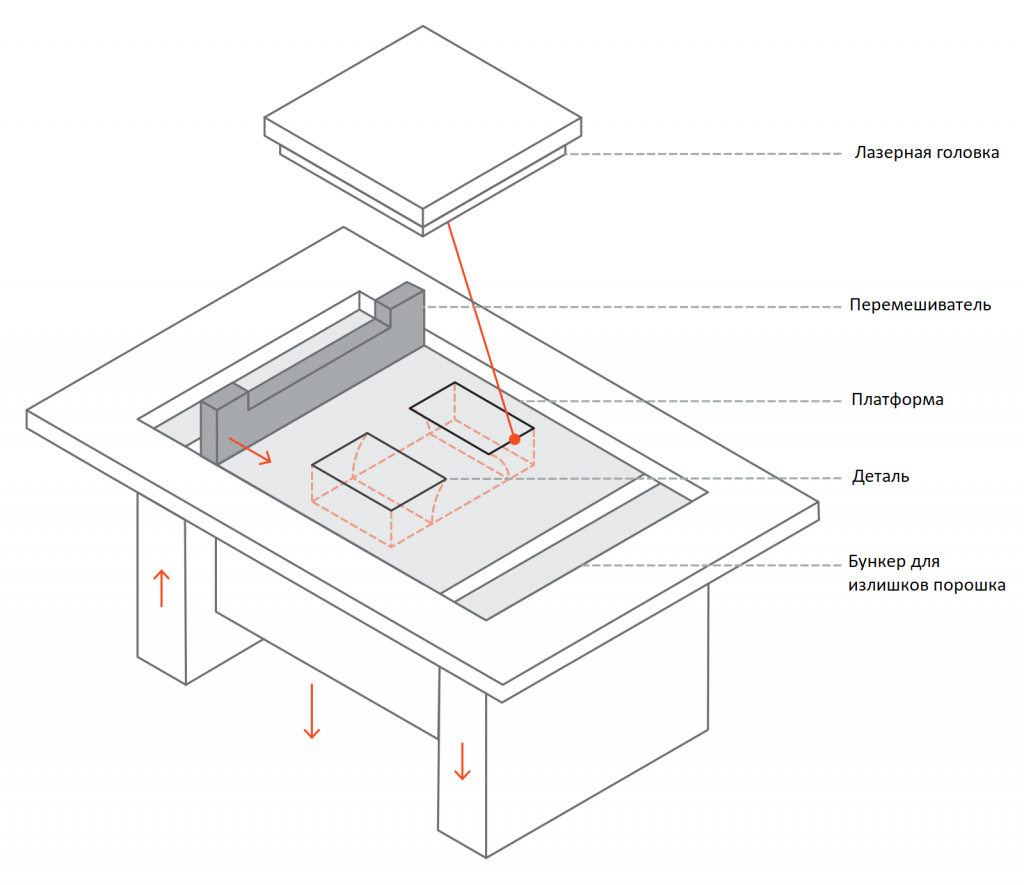
Схема работы 3D-принтера по металлу
3D-принтеры, работающие по технологиям SLM и DMLS, печатают по одному и тому же алгоритму:
- Внутрь камеры построения запускают аргон или иной инертный газ, чтобы металлический порошок не так сильно окислялся.
- Камеру разогревают.
- По печатной платформе распределяют тонким слоем порошок металла. Лазер высокой мощности начинает сканировать деталь в поперечном сечении, спекая или сплавляя крупицы металла. Объект получается сразу твердым, так как вся его область обрабатывается одновременно.
- Как только один слой будет завершен, печатная платформа опустится на толщину этого слоя, и лазер начнет создавать очередной слой. Так будет повторяться до тех пор, пока объект не будет напечатан полностью.
Готовый объект будет покрыт металлическим порошком и прикреплен поддержками к рабочей поверхности. Поддержки изготавливают из того же материала, что и сам объект — иначе они могут исказиться или деформироваться под воздействием высоких температур.
Камере построения позволяют охладиться до комнатной температуры, оставшийся порошок удаляют вручную. Распечатанный объект сначала подвергают термообработке, чтобы снять остаточные напряжения, а затем устраняют поддержки. После отделения от печатной платформы детали готовы к использованию.
Основные характеристики SLM & DMLS
В SLM-устройствах лазер расплавляет каждый слой металлического порошка по отдельности. Температуры резко меняются, из-за чего в деталях возникают внутренние напряжения. Это может негативно сказаться на качестве продукции, хотя оно в любом случае будет выше, чем при литье. Изделия, распечатанные на SLM-принтерах, превосходят DLMS-аналоги по запасу прочности и по монолитности.
При работе по DLMS-технологии внутренние напряжения не создаются, поэтому качество изделий несоизмеримо выше, чем у аналогов, изготовленных посредством штамповки или литья. Это особенно востребовано для аэрокосмической и автомобильной отраслей, так как используемые в них комплектующие должны быть исключительно прочными.
Параметры принтера
Параметры 3D-принтеров для печати по металлу обычно таковы:
- Толщина слоя колеблется в диапазоне от 20 мкм до 50 мкм.
- Точность размеров равна ориентировочно ± 0,1 мм.
- Среднестатистические габариты области печати составляют 250 мм × 150 мм × 150 мм.
Обычно устройства продаются уже с заданными настройками, поэтому пользователю не приходится в них ничего менять.
Адгезия между слоями
По своим изотропным термическим и механическим свойствам изделия, распечатанные на SLM и DMLS-принтерах, практически идентичны. Они твердые, показатель их внутренней пористости не превышает 0,5 %. По сравнению с аналогами, изготовленными на традиционном производстве, такие детали обычно более прочные и гибкие, зато более подвержены усталости.
Область поддержки и ориентация деталей
Поддержка для металлических деталей в 3D-печати нужна обязательно, так как температуры их обработки чрезвычайно высоки. Для построения таких поддержек обычно применяют решетчатую структуру.
При изготовлении металлических объектов поддержка берет на себя следующие задачи:
- обеспечить следующему слою надежную платформу;
- прикрепить элемент к платформе построения и предотвратить ее деформации;
- отвести от изделия тепло и дать ему остыть с контролируемой скоростью.
Чтобы минимизировать риск деформации и усилить прочность на критических направлениях, изделия обычно ориентируют под углом. Из-за этого продолжительность печати и расход материала возрастают, стоимость производства увеличивается, а область необходимой поддержки расширяется.
ВНИМАНИЕ : Чтобы избежать деформации, допустимо пользоваться случайными бессистемными шаблонами сканирования. Такая последовательность прохода лазера по участкам слоев снимет остаточные напряжения, оставшиеся по конкретному направлению.
Чтобы спрогнозировать поведение изделия в процессе печати, задействуют симуляции. Для производства легких деталей и улучшения их технических характеристик можно воспользоваться алгоритмами непрерывной оптимизации. Эти алгоритмы также снижают риск деформации и уменьшают необходимую область поддержки.
Полые секции и облегченные конструкции
Удаление областей поддержек для металлических деталей требует значительных усилий, поэтому полых секций стараются избегать. Вместо этого изделия проектируют так, чтобы в них выделялось ядро и оболочка. Их обрабатывают лазером на разных мощностях, с разной скоростью сканирования. В результате разные области деталей обладают разными свойствами.
Такой подход оказывается особенно полезным для производства объектов с большим сплошным сечением. Риск их деформации минимизируется, время печати сокращается. Готовые объекты получаются исключительно стабильными, а их поверхность — крайне высококачественной.
ВНИМАНИЕ : чтобы уменьшить массу объекта, в 3D-печати по металлу часто задействуют решетчатую структуру.
Расходные материалы для SLM и DMLS
Эти технологии позволяют вести печать на основе алюминия, титана, инконеля, кобальтового хрома и прочих металлов и металлических сплавов. Сфера применения порошков этих металлов чрезвычайно широка: от медицины до аэрокосмической отрасли. Серебром, золотом, палладием и платиной печатают в основном в ювелирной отрасли, за ее пределами эти материалы не слишком востребованы.
ВНИМАНИЕ : расценки на металлические порошки остаются высокими и могут составлять в районе $400 долларов за 1 кг. Поэтому сегодня в 3D выгодно печатать в первую очередь мелкие металлические детали, которые слишком сложно или дорого создавать традиционными способами.
Традиционными способами крайне трудно работать с суперсплавами кобальта-хрома или никеля. 3D-принтеры же создают из такого порошка изделия с почти чистой поверхностью, которую потом можно доработать более привычными методами.
Постобработка
Постобработке детали подвергают для того, чтобы повысить их точность, улучшить механические свойства и внешний вид. С них удаляют области поддержки, счищают остатки порошка, а затем подвергают термическому обжигу. В ходе термообработки с изделий снимаются остаточные напряжения.
Если изделию необходимо придать сложную геометрическую форму, создать на нем резьбу или отверстия, для этого задействуют ЧПУ-станки. Для улучшения качества поверхности и повышения усталостной прочности продукцию обрабатывают давлением, подвергают металлизации, полируют и выполняют микрообработку.
Обзор 3D-принтеров по металлу
Ниже приведены технические характеристики и краткие описания четырех 3D-принтеров по металлу , наиболее востребованных в промышленном производстве. Точная цена приведена только для одной модели, так как расценки на подобные агрегаты обычно озвучиваются по запросу. В любом случае речь идет о сотнях тысяч долларов.
HP Metal Jet

Спекание порошка по технологии MJF позволяет вдвое ускорить печать по сравнению с лазерной технологией. Металлический порошок наносится на рабочую поверхность аппарата, выравнивается и заливается по форме детали печатающим составом, который связывает крупицы порошка воедино. Каждый слой закрепляют при высокой температуре, затем счищают с рабочей поверхности остатки порошка и спекают объект целиком.
3D принтер HP Metal Jet
- Материал Металлический порошок
- Разрешение печати 1200х1200 dpi
- Тип платформы Нержавеющая сталь
- Область рабочей камеры 430х320х200 мм
Ресурс работы устройства, по заверению производителя, составляет 100 000 деталей как минимум. В просторной рабочей области можно изготавливать несколько объектов за один заход, причем их высота может быть разной. Распечатанная на принтере продукция соответствует мировому стандарту ASTM. Показатель плотности после спекания превышает 93 %.
Farsoon FS121M

Эта модель отличается высокой скоростью работы и предельной точностью построения, которые обеспечивают алгоритм индивидуализированного сканирования лазера. Для инертного газа разработана система подачи и фильтрации, повышающая безопасность работы и качество производимых объектов. Программное обеспечение устройства создавалось на открытом коде и постоянно совершенствуется. За счет этого пользователь получает максимальный доступ ко всем настраиваемым параметрам принтера.
- Размеры, мм 780×1000×1700
- Программное обеспечение FarsoonMakeStar
- Страна производитель США
- Вес, кг 1000
- Диаметр пятна лазера 40~200 мкм
- Защитный газ Аргон / Азот
- Мощность лазера 200 Вт
- Печать SLM
- Тип лазера Yb-волоконный лазер
- Формат файла STL
- Область рабочей камеры 120×120×100 мм
- Скорость 5 см3/ч
- Толщина слоя от 20 мкм
- Скорость сканирования 15.2 м/с
Russian SLM 250

Russian SLM 250 российского производства от компании 3DSLA совместим как с родными, так и с чужими расходными материалами. При необходимости производитель готов создавать порошки по индивидуальному заказу. Аппарат печатает порошками с фракциями не более 60 мкм, послойно сплавляя их лазером в присутствии инертного газа. Для принтера было разработано собственное программное обеспечение Triangulatica, которое не только обрабатывает загруженные модели и генерирует поддержки для них, но и контролирует все фазы печатного процесса (мощность лазера, состояние инертного газа, толщину слоев и так далее). При желании к устройству можно докупить станцию просеивания порошков и узел фракционного деления для нее, систему послойного видеоконтроля печати с архивом для хранения данных, генератор защитного газа с чистотой до 99,99 % (данный показатель приведен для азота). Если планируется задействовать не всю платформу принтера сразу, будет разумно докупить также модуль экономии порошка.
3D принтер SLM 280 2.0
- Форматы файлов STL
- Размеры, мм 2600 x 1200 x 2700
- Программное обеспечение SLM AutoFabMC
- Страна производитель Германия
- Вес, кг 1300
- Диаметр пятна лазера 80 — 115 мкм
- Минимальная толщина стенки 150 мкм
- Мощность лазера 1×400/2×400/1×700/2×700/1×700 + 1×1000 Вт
- Печать SLM
- Производительность 55 см³/ч
- Расход защитного газа при построении, л/мин. Ar 2,5
- Расход защитного газа при продувке (начало работы), л Ar 70 л/мин
- Тип лазера IPG волоконный
- Область рабочей камеры 280 х 280 х 365 мм
- Толщина слоя от 20 мкм
- Дисплей есть
- Интерфейсы Ethernet 10/100/1000
- Скорость сканирования 10 м/с
Concept Laser X line 2000R

- Технология: LC
- Габариты печатной поверхности: 800 мм x 400 мм x 500 мм
- Масса: 8000 кг
- Толщина слоя: от 20 мкм
Аббревиатура LC расшифровывается как LaserCusing, и это собственная разработка производителя. Эта технология близка лазерному спеканию, но осуществляется с помощью волоконных лазеров высокой мощности. Таким образом, происходит не спекание, а полное сплавление крупиц порошка до однородной массы. Это позволяет создавать изделия максимально сложной геометрии с выдающимися техническими характеристиками. Устройство оснащено вакуумной установкой и может работать среди прочего и с реактивными материалами (например, титаном). Программа Marcam AutoFab M2 позволяет создавать модели ювелирных и стоматологических изделий для распечатки, а 3Shape CAMbridge автоматизирует производство ортопедических конструкций из металла.
Своими руками: 3D-принтер по металлу для дома
Вне производственной среды лучше печатать не металлом, а пластиковым филаментом с добавлением металлических частиц, например бронзы. Для этого подойдет FDM-принтер, чья стоимость ощутимо ниже, чем у аппаратов для печати металлами. FDM-устройствам не надо разогреваться до настолько высоких температур, как промышленным принтерам по металлу, уровень шума и малоприятного запаха от них намного ниже. Таким способом очень удобно печатать объекты интерьера, предметы обихода и бижутерию.
Изделия, распечатанные из пластикового филамента с частицами металла, внешне и на ощупь неотличимы от металлических аналогов, а также обладают сопоставимой массой. В отличие от металла, они никогда не покроются ржавчиной. Для их изготовления на принтер необязательно устанавливать подогреваемый стол, а при охлаждении такая продукция даст минимальную усадку. Однако ей необходима постобработка в виде шлифовки и полировки, а температуру сопла и скорость подачи филамента надо настраивать очень точно. Кроме того, филаменты с металлическими частицами крайне абразивны, что ускоряет износ сопла.
ВНИМАНИЕ : Из пластикового филамента с использованием металла не рекомендуется создавать объекты, которые будут контактировать с пищевыми продуктами.
3D-печать металлическим порошком позволяет создавать изделия с гораздо более сложной геометрией, чем аналоги, произведенные традиционными методами. Готовая продукция обладает превосходными физическими характеристиками, даже если она была изготовлена из суперсплавов, которые с трудом поддаются традиционной обработке. Однако в силу высокой стоимости расходных материалов для 3D-принтеров простые детали до сих пор выгоднее изготавливать традиционными методами. К тому же рабочая область принтеров ограниченна, а для их работы требуются особые условия и постоянный контроль производства. Тем не менее темпы прогресса дают основания полагать, что в ближайшем будущем недостатки технологии будут преодолены. Постоянно совершенствуясь, 3D-печать по металлу станет все более общедоступной и широко распространенной, а ассортимент ее продукции значительно расширится.
Как работают 3D принтеры по металлу. Обзор SLM и DMLS технологий. Аддитивное производство. 3D печать металлом.
Как работают 3D принтеры по металлу. Обзор SLM и DMLS технологий. Аддитивное производство. 3D печать металлом.
Рейтинг (3.28)
3D печать металлами. Аддитивные технологии.
SLM или DMLS: в чем разница?
Всем привет, Друзья! С Вами 3DTool! Каталог 3D принтеров по металлу BLT Селективное лазерное плавление (SLM) и прямое лазерное спекание металла (DMLS) — это два процесса аддитивного производства, которые принадлежат к семейству 3D-печати, с использованием метода порошкового наслоения. Две этих технологии имеют много общего: обе используют лазер для выборочного плавления (или расплавления) частиц металлического порошка, связывая их вместе и создавая модель слой за слоем. Кроме того, материалы, используемые в обоих процессах, являются металлами в гранулированной форме. Различия между SLM и DMLS сводятся к основам процесса связывания частиц: SLM использует металлические порошки с одной температурой плавления и полностью плавит частицы, тогда как в DMLS порошок состоит из материалов с переменными точками плавления.
В частности:
SLM производит детали из одного металла, в то время как DMLS производит детали из металлических сплавов.
И SLM, и DMLS технологии используются в промышленности для создания конечных инженерных продуктов. В этой статье мы будем использовать термин «металлическая 3D печать» для обобщения 2-х технологий. Так же опишем основные механизмы процесса изготовления, которые необходимы инженерам для понимания преимуществ и недостатков этих технологий.
Существуют и другие технологические процессы для производства плотных металлических деталей, такие как электронно-лучевое плавление (EBM) и ультразвуковое аддитивное производство (UAM). Их доступность и распространение довольно ограничены, поэтому они не будут представлены в данной статье.Как происходит 3D печать металлом SLM или DMLS.
Как работает 3D печать металлом? Основной процесс изготовления для SLM и DMLS очень похожи.
1. Камера, в которой происходит печать, сначала заполняется инертным газом (например, аргоном), чтобы минимизировать окисление металлического порошка. Затем она нагревается до оптимальной рабочей температуры.
2. Слой порошка распределяется по платформе, мощный лазер делает проходы по заданной траектории в программе, сплавляя металлические частицы вместе и создавая следующий слой.
3. Когда процесс спекания завершен, платформа перемещается вниз на 1 слой. Далее наносится еще один тонкий слой металлического порошка. Процесс повторяется до тех пор, пока печать всей модели не будет завершена.Когда процесс печати завершен, металлический порошок уже имеет прочные связи в структуре. В отличие от процесса SLS, детали прикрепляются к платформе через опорные конструкции. Опора в 3D-печати металлом, создаётся из того же материала, что базовая деталь. Это условие необходимо для уменьшения деформаций, которые могут возникнуть из-за высоких температур обработки.
Когда камера 3D принтера охлаждается до комнатной температуры, излишки порошка удаляются вручную, например щеткой. Затем детали как правило подвергаются термообработке, пока они еще прикреплены к платформе. Делается это для снятия любых остаточных напряжений. Далее с ними можно проводить дальнейшую обработку. Снятие детали с платформы происходит по средством спиливания.Схема работы 3D принтера по металлу.
В SLM и DMLS почти все параметры процесса устанавливаются производителем. Высота слоя, используемого в 3D-печати металлами, варьируется от 20 до 50 микрон и зависит от свойств металлического порошка (текучести, гранулометрического состава, формы и т. д.).
Базовый размер области печати на металлических 3D принтерах составляет 200 x 150 x 150 мм, но бывают и более большие размеры рабочего поля. Точность печати составляет от 50 — 100 микрон. По состоянию на 2020 год, стоимость 3D принтеров по металлу начинается от 150 000 долларов США. Например наша компания предлагает 3D принтеры по металлу от BLT.
3D принтеры по металлу, могут использоваться для мелкосерийного производства, но возможности таких систем в 3D-печати, больше напоминают возможности серийного производства на машинах FDM или SLA.
Металлический порошок в SLM и DMLS пригоден для вторичной переработки: обычно расходуется менее 5%. После каждого отпечатка неиспользованный порошок собирают и просеивают, а затем доливают свежим материалом до уровня, необходимого для следующего изготовления.
Отходы в металлической печати, представляют из себя поддержки (опорные конструкции, без которых не удастся добиться успешного результата). При слишком большом обилии поддержек на изготавливаемых деталях, соответственно будет расти и стоимость всего производства.Адгезия между слоями.
.jpg)
3D печать металлом на 3D принтерах BLT
Металлические детали SLM и DMLS обладают практически изотропными механическими и термическими свойствами. Они твердые и имеют очень небольшую внутреннюю пористость (менее 0,2 % в состоянии после 3D печати и практически отсутствуют после обработки).
Металлические печатные детали имеют более высокую прочность и твердость и часто являются более гибкими, чем детали, изготовленные традиционным способом. Тем не менее, такой металл быстрее становится «уставшим».Структура поддержки 3D модели и ориентация детали на рабочей платформе.
Опорные конструкции всегда требуются при печати металлом, из-за очень высокой температуры обработки. Они обычно строятся с использованием решетчатого узора.
Поддержки в металлической 3D печати выполняют 3 функции:
• Они делают основание для создания первого слоя детали.
• Они закрепляют деталь на платформе и предотвращают её деформацию.
• Они действуют как теплоотвод, отводя тепло от модели.Детали часто ориентированы под углом. Однако это увеличит и объем необходимых поддержек, время печати, и в конечном итоге общие затраты.
Деформация также может быть сведена к минимуму с помощью шаблонов лазерного спекания. Эта стратегия предотвращает накопление остаточных напряжений в любом конкретном направлении и добавляет характерную текстуру поверхности детали.Поскольку стоимость металлической печати очень большая, для прогнозирования поведения детали во время обработки часто используются программные симуляторы. Это алгоритмы оптимизации топологии в прочем используются не только для увеличения механических характеристик и создания облегченных частей, но и для того, чтобы свести к минимуму потребности в поддержках и вероятности искривления детали.
Полые секции и легкие конструкции.
Пример печати на 3D принтере BLT
В отличие от процессов плавления с полимерным порошком, таких как SLS, большие полые секции обычно не используются в металлической печати, так как поддержки будет очень сложно удалить, если вообще возможно.
Для внутренних каналов больше, чем Ø 8 мм, рекомендуется использовать алмазные или каплевидные поперечные сечения вместо круглых, так как они не требуют построения поддержек. Более подробные рекомендации по проектированию SLM и DMLS можно найти в других статьях посвященных данной тематике.В качестве альтернативы полым секциям, детали могут быть выполнены с оболочкой и сердечниками, которые в свою очередь обрабатываются с использованием различной мощности лазера и скорости его проходов, что приводит к различным свойствам материала. Использование оболочки и сердечников очень полезно при изготовлении деталей с большим сплошным сечением, поскольку это значительно сокращает время печати и уменьшает вероятность деформации.
Использование решетчатой структуры является распространенной стратегией в 3D-печати металлом, для уменьшения веса детали. Алгоритмы оптимизации топологии также могут помочь в разработке органичных легких форм.
Расходные материалы для 3D печати металлом.
Технологии SLM и DMLS могут производить детали из широкого спектра металлов и металлических сплавов, включая алюминий, нержавеющую сталь, титан, кобальт, хром и инконель. Эти материалы обеспечивают потребности большинства промышленных применений, от аэрокосмической отрасли до медицинской. Драгоценные металлы, такие как золото, платина, палладий и серебро, также могут быть обработаны, но их применение носит незначительный характер и в основном ограничивается изготовлением ювелирных изделий.

Стоимость металлического порошка очень высока. Например, килограмм порошка из нержавеющей стали 316 стоит примерно 350-450 долларов. По этой причине минимизация объема детали и необходимость поддержек является ключом к поддержанию оптимальной стоимости производства.
Основным преимуществом металлической 3D-печати является ее совместимость с высокопрочными материалами, такими как никелевые или кобальт-хромовые супер сплавы, которые очень трудно обрабатывать традиционными методами. За счет использования металлической 3D-печати для создания детали практически чистой формы — можно достичь значительной экономии средств и времени. В последствии такая деталь может быть подвергнута обработке до очень высокого качества поверхности.Постобработка металла.
Различные методы пост. обработки используются для улучшения механических свойств, точности и внешнего вида металлических печатных изделий.
Обязательные этапы последующей обработки включают удаление рассыпного порошка и опорных конструкций, в то время как термическая обработка (термический отжиг) обычно используется для снятия остаточных напряжений и улучшения механических свойств детали.Обработка на станках ЧПУ может быть использована для критически важных элементов (таких как отверстия или резьбы). Пескоструйная обработка, металлизация, полировка и микрообработка могут улучшить качество поверхности и усталостную прочность металлической печатной детали.
Преимущества и недостатки металлической 3D печати.
Плюсы:
1. 3D печать с использованием металла, может быть использована для изготовления сложных деталей на заказ, с геометрией, которую традиционные методы производства не смогут обеспечить.
2. Металлические 3D печатные детали могут быть оптимизированы, чтобы увеличить их производительность при минимальном весе.
3. Металлические 3D-печатные детали имеют отличные физические свойства, 3D принтеры по металлу могут печатать большим перечнем металлов и сплавов. Включают в себя трудно обрабатываемые материалы и металлические суперсплавы.Минусы:
1. Затраты на изготовление, связанные с металлической 3D-печатью, высоки. Стоимость расходного материала от 500$ за 1 кг.
2. Размер рабочей области в 3D принтерах по металлу ограничен.Выводы.

• 3D печать металлом наиболее подходит для сложных, штучных деталей, которые сложно или очень дорого изготовить традиционными методами, например на станке ЧПУ.
• Уменьшение потребностей в построении поддержек, значительно снизит стоимость печати при помощи металла.
• Металлические 3D-печатные детали имеют отличные механические свойства и могут быть изготовлены из широкого спектра инженерных материалов, включая суперсплавы.
А на этом у нас Все! Надеемся, статья была для Вас полезна. Каталог 3D принтеров по металлу BLT
Приобрести 3d-принтеры по металлу, а так же любые другие 3d-принтеры и ЧПУ станки, вы можете у нас, связавшись с нами: • По электронной почте: Sales@3dtool.ru • По телефону: 8(800)775-86-69 • Или на нашем сайте: http://3dtool.ru
Так же, не забывайте подписываться на наш YouTube канал:
Подписывайтесь на наши группы в соц.сетях: INSTAGRAM ВКонтакте FacebookДомашний 3D-принтер, печатающий металлом — уже реальность
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Крайне редко в индустрии 3D-печати появляется 3D-принтер, принцип действия которого строится на абсолютно новом подходе. Сегодня мы можем печатать изделия из сотен различных материалов, но если речь заходит о металлах, цены на 3D-принтеры становятся просто заоблачными. «Металлические» 3D-принтеры могут себе позволить только очень крупные компании, потому что их стоимость начинается от 250000 долларов. Но прогресс не стоит на месте, и когда-нибудь любой желающий сможет приобрести такое чудо техники и печатать металлические изделия, не выходя из дома.

Первые шаги уже сделаны. Взять, например, проект аргентинского инженера Гастона Аккарди. Аккарди увлекается 3D-печатью уже более 12 лет и одним из первых привнес эту технологию в Южную Америку. Как-то у него появилась идея сделать абсолютно новый 3D-принтер, но в связи с напряженным графиком он откладывал работу над проектом в течение пяти лет. И вот пару недель назад ему, наконец, удалось выкроить время.
«Это устройство представляет собой гальванический 3D-принтер для работы с металлом, – рассказывает Аккарди. – Послойное наплавление металла в нужных местах происходит за счет электрохимической реакции. Можно использовать самые разные металлы, а также сплавы, проводящие материалы и полупроводники. Но что самое главное – это очень дешевый метод».
Под «дешевым» Аккарди подразумевает «очень дешевый». Дело в том, что он собрал рабочий прототип принтера всего за… 2 доллара (нет-нет, это не опечатка). Так как же работает этот уникальный 3D-принтер?

Итак, гальванизация – это процесс покрытия одного металла другим путем электролиза. В 3D-принтере Аккарди нет и намека на технологию лазерного спекания, стереолитографии или наплавления филамента. Вместо этого здесь используется самая обычная металлизация электрическим способом.
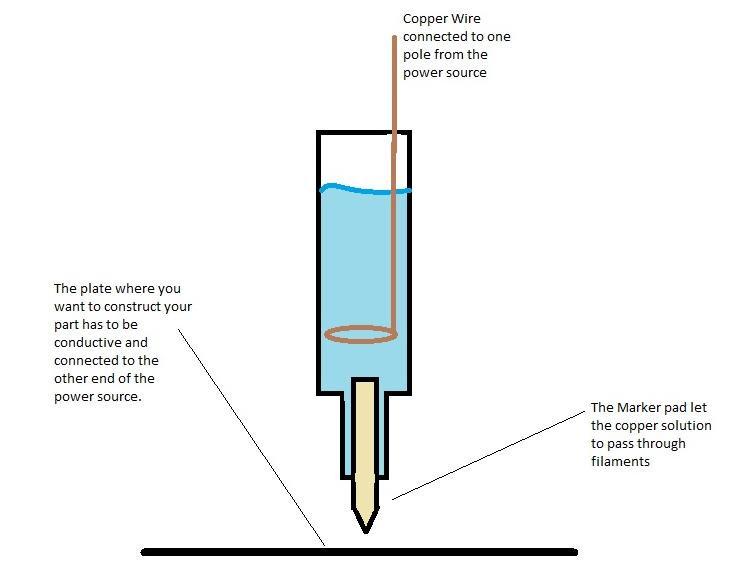
Фактически гальванизация становится возможной при наличии источника питания и двух полюсов. Одно поле подключается к детали, которую вы хотите покрыть металлом, другое – к металлу, который будет электроосаждаться. Также вам потребуется электропроводящий раствор, обычно для этих целей используют серную кислоту или лимонный сок. Если гальванизация производится медью, то для достижения наилучших результатов ее нужно просто добавить в раствор.
«Через несколько минут после того как вы начали пропускать ток через раствор, медь начинает покрывать изделие, – объясняет Аккарди. – Оба электрода, которые вы используете, обязательно должно быть электропроводящими».
Принцип действия 3D-принтера Аккарди строится именно на методе гальванизации, однако он еще усовершенствовал его. Он взял маркер, вытащил из него стержень и залил в него раствор кислой меди. Потом он завел одно поле (медную электродную проволоку) внутрь маркера. Под воздействием электрического тока ионы меди выходят из кислоты в маркере, проходят через его кончик и оседают на поверхности платформы для печати, которая покрыта проводящим серебром и подсоединена к другому полю. В результате получается слой металла.
«Фактически вы можете писать медью, – рассказывает Аккарди. – И если вы продолжаете писать одни и те же буквы, снова и снова, они постепенно вырастают в высоту и становятся объемными».
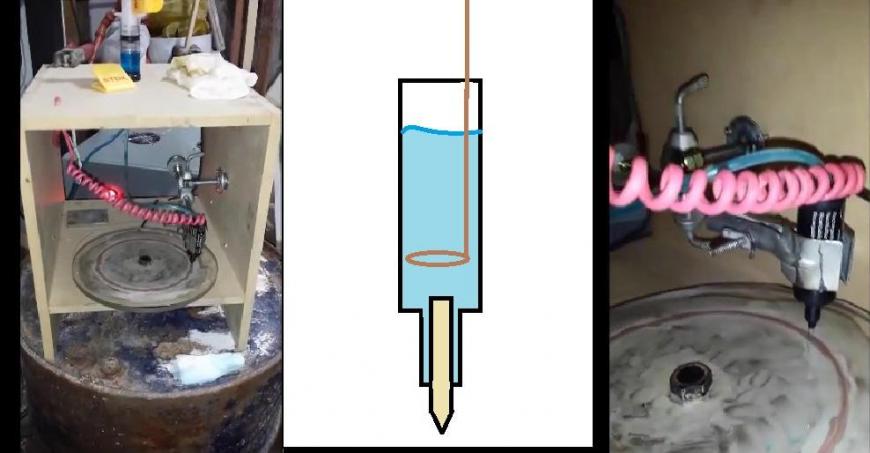
Маркер можно наполнить практически любым проводящим и полупроводящим металлом, будь то титан, золото, железо, платина, никель, хром или сплавы вроде бронзы. Аккарди сказал, что он купил 4-осевой станок с ЧПУ и планирует установить на него свою гальваническую систему. В результате у него должно получиться что-то вроде обычного FFF 3D-принтера, только вместо расплавленного пластика здесь будет использоваться металл.
Хотя прототип обошелся Аккарди всего в 2 доллара, он ищет инвесторов, которые помогут ему создать более современное устройство, достойное внимания покупателей.
«Я изобретатель, работающий в самых разных направлениях, – говорит он. – Жизнь похожа на пазл. Вы должны найти столько кусочков головоломки, сколько сможете, а потом начать складывать их».
Аккарди считает, что ему хватит 100000 долларов для реализации своей идеи и последующего запуска принтера в производство и продажу. Если у него все получится, то стоимость 3D-принтера будет колебаться в районе 1000-2000 долларов.

В планах у Аккарди собрать устройство с несколькими маркерами, которое сможет одновременно печатать разными металлами. Также ему хочется попробовать наполнить один из маркеров проводящей серебряной краской, чтобы принтер мог наносить металлы и на непроводящие поверхности. Расшифровываем: берется пластиковый предмет и помещается внутрь принтера; на него наносится проводящая серебряная краска; на серебряную краску наносятся разные металлы за счет процесса гальванизации.
Аккарди считает, что его принтер поможет людям создавать уникальные электронные устройства, например, «умные протезы», которые будут определять температуру и давление. Хотя в этом принтере заложен гигантский потенциал, у него есть один существенный недостаток: он очень медленно работает. Сейчас прототип Аккарди наращивает 0,2 мм по оси Z за час. При этом энергопотребление довольно высокое – около 17 В.
О гальванизации известно давно, однако идея ее использования для изготовления металлических изделий может произвести настоящую революцию в мире 3D-печати. Это абсолютно безопасная технология, которую можно применять в домашних условиях. Такой принтер смогут позволить себе небольшие компании, которые давно мечтают перейти к производству металлических изделий, а также простые пользователи, которым не терпится поэкспериментировать с металлами.