Коды G и M в программировании станков с ЧПУ

Обработка на станках с ЧПУ является одним из основных процессов производства сложных изделий, которые находят применение в различных отраслях промышленности. Однако эти процессы было бы трудно выполнить без управляющих ими контроллеров. Без кодов G и M эти устройства не могут работать. Хотя в большинстве механических цехов вы обнаружите, что коды для ЧПУ используются вместе, они сильно отличаются друг от друга. Каковы различия? Как эти коды управляют функциями станков с ЧПУ? Чтобы узнать ответы на эти и другие вопросы, дочитайте эту статью до конца.
Что такое коды G и M?
Как упоминалось ранее, коды G и M необходимы для механообработки с ЧПУ. Однако какова точная функция программы двух букв ЧПУ? Как они управляют станками? Этот раздел ответит на эти вопросы, а также выделит различия между обоими кодами.
Что такое G-код?
G-код (также RS-274D) — самый популярный язык программирования ЧПУ. Большинство команд G-кода имеют буквенно-цифровой формат и начинаются с G, что означает геометрию. G-код отвечает за движения станков с ЧПУ, сообщая машине, с чего начать, как двигаться и когда остановиться при изготовлении детали. Однако программирование G-кода может быть довольно сложным для операторов, потому что разные контроллеры считывают G-коды в разных форматах. Отличие заключается в наличии или отсутствии пробелов между командами и в количестве нулей между буквой и цифрой в командах. Например, один станок может использовать G3, а другой — G03. Операторы должны быть знакомы с типом машины, которую они используют. В противном случае ошибки в команде могут привести к серьезным проблемам в производстве деталей.
Хотя G является наиболее распространенной буквой в G-кодах при программировании ЧПУ, это не единственная используемая буква. Другие буквы также имеют тенденцию представлять разные команды. Примеры некоторых букв в G-коде включают:
✅ A: Она направляет инструмент вокруг оси x.
✅ R: Задает радиус дуг, которые делает станок.
✅ X, Y, Z: эти три значения указывают положение инструментов в трех измерениях: X и Y представляют собой горизонтальный и вертикальный размеры соответственно, а Z представляет глубину.
✅ I и J: оба значения обозначают инкрементный центр любой дуги, которую делает станок.
✅ N: Задает номер строки.
В коде также используются другие буквы, которые зависят от возможностей машины.
Что такое М-код?
Как и код G, код M также начинается с буквы «M». М-код представляет собой набор вспомогательных команд, управляющих всеми негеометрическими действиями станка. Операторы называют этот код разными кодами, поскольку он управляет действиями, не связанными с резанием, такими как остановка программ, заливка станка СОЖ и его отключение после падения температуры. При настройке программы букв ЧПУ с использованием кодов G и M код M должен иметь только одну команду на блок информации. Это потому, что они в основном включают и выключают машину. Следовательно, их многократное использование в одном блоке может вызвать проблемы с программой. Так же, как G-коды, M-коды также различаются для разных станков. Некоторые станки позволяют опускать ноль между буквой и цифрой, а некоторые нет.
Отличия
Хотя операторы используют коды G и M одновременно в любом процессе обработки с ЧПУ, они различаются. Вот несколько примеров того, чем отличаются оба кода ЧПУ:
✅ Команды кода G, как правило, различаются на большинстве станков с ЧПУ, в то время как коды M похожи на большинстве станков.
✅ G-коды управляют движением и функциями машины, а M-коды управляют операциями вне движений.
✅ Код G активирует станок с ЧПУ, а код М активирует программируемый логический контроллер станка.
Как ЧПУ управляет станками?
До появления компьютеров машинисты использовали карты или ленты для управления операциями станка. Они пробивали отверстия в этих картах в определенном порядке, чтобы создать коды. Хотя в то время это было также эффективно, но было довольно утомительно. Кроме того, эти карты были подвержены повреждению или потере в механических мастерских. В то время это привело к нескольким проблемам в производстве.
Когда операторы начали использовать компьютеры для станков с числовым программным управлением, они все же столкнулись с несколькими проблемами. Это было связано с тем, что им приходилось вводить коды вручную. Это, конечно, было бы очень утомительно, когда они делали довольно сложные детали, требующие большого количества инструкций.
Однако с гораздо более совершенными компьютерами и программным обеспечением операторы могут просто указать программе, что делать. Затем программное обеспечение будет генерировать G и M-коды, которые понимает контроллер. Благодаря программному обеспечению CAD и CAM генерация кода для функций станка стала очень простой.
Чтобы запустить процесс, программисту необходимо ПО высокого уровня типа CAD/CAM. Затем программист импортирует модель станка и приспособление для обработки в программу. Он также выбирает инструменты и траектории движения шпинделя. Затем программное обеспечение генерирует коды G и M, необходимые для работы машины. Это краткое изложение процесса, с помощью которого программирование ЧПУ управляет работой станков. Хотя описанный выше процесс кажется упрощенным, на создание кодов для сложной детали могут уйти недели.
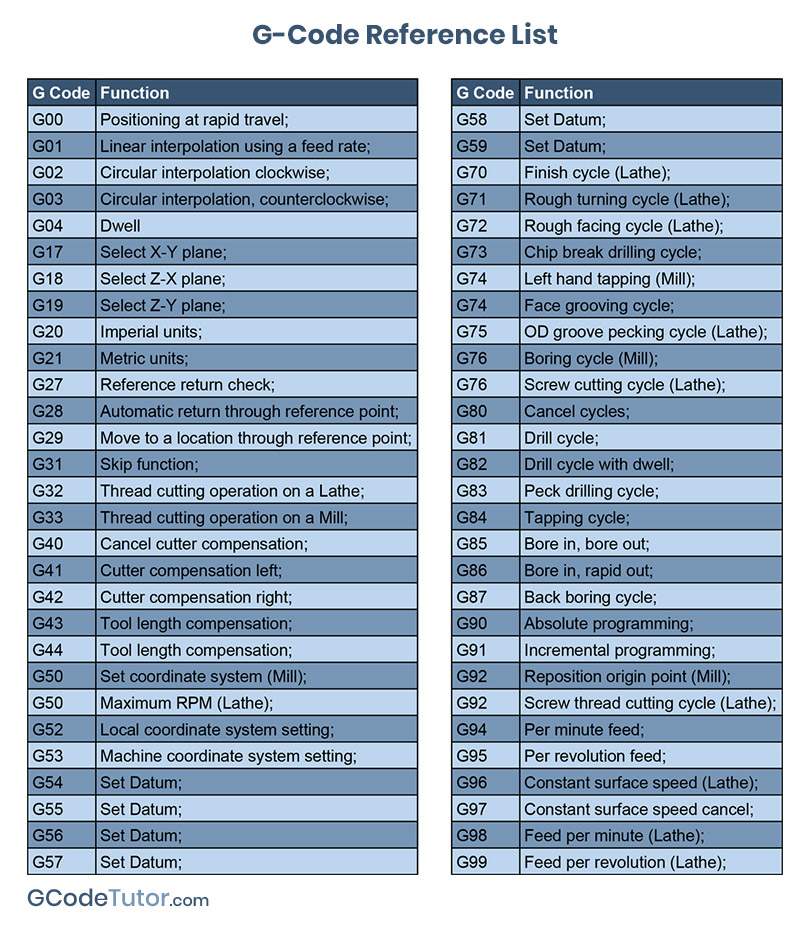
Список G-кодов для станков с ЧПУ
G-коды для токарных станков с ЧПУ
G00: Быстрое позиционное перемещение
G01: Движение с линейной интерполяцией или линейное движение, фаска и скругление углов — модальное
G02: Циркуляционное интерполяционное движение по часовой стрелке – модальное
G03: Движение с круговой интерполяцией против часовой стрелки – модальное
G04: Задержка (P) P=секунды. Миллисекунды
G05: точное управление движением шпинделя (приводной инструмент) — опционально
G09: Точная остановка
G10: настройка программируемого смещения
М-коды для токарных станков с ЧПУ
M00: Останов программы – модальный
M01: Дополнительный останов программы – модальный
M02: Конец программы – модальный
M03: Шпиндель вперед (S) – модальный
M04: Шпиндель в обратном направлении (S) – модальный
M05: Останов шпинделя – модальный
M08: Охлаждение включено – режим
M09: Охлаждающая жидкость отключена
M10: Зажимной патрон – модальный
Список G-кодов для фрезерной обработки с ЧПУ
G00: Быстрое движение
G01: Движение с линейной интерполяцией
G02: Движение с интерполяцией по часовой стрелке
G03: Движение интерполяции против часовой стрелки
G04: задержаться
G09: Точная остановка
G10: настройка программируемого смещения
G12: Круговое фрезерование карманов по часовой стрелке
G13: Круговое фрезерование карманов против часовой стрелки
G17: Выбор плоскости XY
М-коды для фрезерной обработки с ЧПУ
M00: остановка программы
M01: Дополнительная остановка программы
M02: Конец программы (настройка 39)
M03: Шпиндель включен, по часовой стрелке (S) (настройка 144)
M04: шпиндель включен, против часовой стрелки (S) (настройка 144)
M05: Остановка шпинделя
M06: Смена инструмента (T) (настройка 42, 87, 155)
M08: Охлаждение включено (настройка 32)
M09: Охлаждающая жидкость выключена
M10: Тормоз 4-й оси включен
Заключение
Использование станков с ЧПУ является одним из наиболее важных процессов современного производства. Однако эти станки не могут функционировать без кодов G и M, которые указывают им, что делать. Понимание того, как генерировать эти коды, жизненно важно для процесса обработки с ЧПУ и успешного производства деталей.
Часто задаваемые вопросы
Все ли станки с ЧПУ используют команды кода G?
Да. Все станки с ЧПУ используют программирование ЧПУ с G-кодом. Это инструктирует станок о том, когда, куда и как двигаться.
Сколько существует G-кодов?
Существует около сотни G-кодов. Токарные и фрезерные станки имеют отдельные коды, хотя оба станка имеют некоторые одинаковые командыиз этих кодов.
Обзор G-кода и M-кода, используемых при обработке на станках с ЧПУ


Специализируюсь на Фрезерование с ЧПУ, Токарная обработка с ЧПУ, 3D-печать, Уретановое литье, и Изготовление листового металла Услуги.
Станки с ЧПУ, в которых используется числовое программное управление, являются одними из самых точных и популярных обрабатывающих инструментов, доступных сегодня. Они используют компьютерные программы, такие как G-код и M-коды, для производства компонентов без вмешательства человека.
Режущие инструменты с ЧПУ перемещаются в ответ на G-коды и M-коды, которые представляют собой просто компьютерные инструкции на языке программирования. Поскольку характеристики каждого станка уникальны, разработка и внедрение этих программ может оказаться сложной задачей даже для опытного программиста ЧПУ. Однако основы понять легче, чем вы можете себе представить, и они обычно соответствуют общепринятой практике среди экспертов.
Чтобы помочь вам начать работу с ЧПУ, эта статья познакомит вас с G-кодами и M-кодами. К тому времени, как вы закончите читать это чтение, вы будете знать, как писать базовые программы обработки для изготовления компонентов.
Основы G-кода и M-кода
Что такое G-код: мастер действий?
Наиболее широко используемым языком для управления станками с ЧПУ является G-код (также известный как RS-274D). Поскольку G обозначает геометрию в коде G, большинство инструкций начинаются с этой буквы. При производстве компонента станки с ЧПУ управляются G-кодом, который определяет их начальную и конечную точки, а также траекторию их движения.
Однако машинистам может показаться сложным программирование G-кода из-за того, что на разных машинах предъявляются разные требования к форматированию G-кодов. Большинство машин различаются только количеством пробелов между командами и количеством нулей между буквами и цифрами. Машина может использовать G3, тогда как другая может выбрать G03. Машинисты должны постоянно хорошо разбираться в технологии, с которой они работают. Если команда неверна, производство компонента может быть серьезно нарушено.
Хотя G является наиболее распространенной буквой в G-кодах программирования ЧПУ, другие буквы также означают разные команды в зависимости от возможностей станка.
Что такое M-Code: организатор функций?
Кодекс регулирует широкий спектр негеометрических машинных операций. Некоторые из этих функций — включение/выключение вращения шпинделя, включение/выключение подачи СОЖ, смена паллет и т. д. Некоторые из этих функций могут отличаться в зависимости от конкретного станка.
При настройке программы надписей ЧПУ с помощью кодов G и M имейте в виду, что каждый блок кода M должен включать только одну команду. Причина в том, что их основная функция — включение и выключение устройства. Это означает, что использование их более одного раза в одном блоке может привести к неожиданному поведению кода.
Несмотря на то, что каждая машина имеет свой собственный уникальный набор G-кодов, М-коды также специфичны для машины. Ноль между буквой и цифрой может быть пропущен в некоторых машинах, но не в других.
В чем различия?
Механики используют коды G и M в каждом процессе обработки с ЧПУ, хотя они служат разным целям. Ниже приведены некоторые различия между ними:
- Большинство станков с ЧПУ имеют тенденцию использовать инструкции G-кода, которые отличаются друг от друга, тогда как M-коды, скорее всего, будут одинаковыми.
- Для управления движением и функционированием машины используются коды G, тогда как коды M используются для управления внешними движениями операции.
- В то время как код G запускает станок с числовым программным управлением, код M запускает ПЛК (программируемый логический контроллер).
Программирование ЧПУ с дополнительными командами
Существуют также другие дополнительные команды, которые могут быть реализованы в программах ЧПУ. Например, буква F может использоваться для регулировки скорости, с которой станок подает или перемещает заготовку. Точно так же буква Т указывает машине использовать определенный режущий инструмент. И последнее, но не менее важное: вы можете установить скорость шпинделя с помощью команды S.
Допустим, вы хотите привести станок с ЧПУ к координатам (X = -100, Y = -50, Z = 35) со скоростью резания (подачей) 10 дюймов в минуту; этот пример поможет вам увидеть, как использовать дополнительные инструкции. Просто введите G01X-100.Y-50.Z35.F10 в командную строку вашего компьютера, чтобы выполнить линейное перемещение.
Предположим, вам нужно, чтобы шпиндель вращался по часовой стрелке со скоростью 3000 оборотов в минуту (об/мин). Для этого вы можете использовать команды M03 (начало движения шпинделя) и S (скорость шпинделя), введя G00X-100.Y-50.Z35M03S3000. Всегда помните, что шпиндель фрезерного станка с ЧПУ не начнет вращаться, пока не будет установлен в положение (X = -100, Y = -50, Z = 35).
Как программирование ЧПУ управляет станками с ЧПУ
Современные машины и программы позволяют операторам станков просто давать инструкции системе. Машиночитаемые G-коды и M-коды будут генерироваться программным обеспечением. Операции с кодирующими машинами стали проще простого с помощью программ CAD и CAM.

Чтобы начать работу, программисту требуется сложное компьютерное программное обеспечение. После этого программист вносит в программу модель станка и производственного приспособления. Он или она также может решить, какие инструменты будут использоваться и по каким траекториям будет двигаться шпиндель при резке. Затем программное обеспечение генерирует необходимые коды G и M для работы машины.
Это краткий обзор того, как программы числового программного управления (ЧПУ) управляют действиями станков с ЧПУ. Хотя описанные выше шаги кажутся достаточно простыми, создание кода для сложного компонента может занять несколько недель.
Список команд G-кода и M-кода
В этой части мы рассмотрим несколько примеров, чтобы лучше понять значение фундаментальных кодов G и M.
Список G-кодов (фрезерный станок)
| Команда G-кода | Функция |
| G00 | Быстрое движение |
| G01 | Линейное интерполяционное движение |
| G02 | Интерполяционное движение CW |
| G03 | Интерполяционное движение против часовой стрелки |
| G04 | Жить |
| G09 | Точная остановка |
| G10 | Программируемая настройка смещения |
| G12 | CW Круговое фрезерование выемок (Яснац) |
| G13 | CCW Круговое фрезерование выемок (Яснац) |
| G17 | Выбор плоскости XY |
Список G-кодов (токарный станок)
| Команда G-кода | Функция |
| G00 | Быстрое позиционное движение |
| G01 | Линейное интерполяционное движение или линейное движение, Фаска и скругление углов – модальное окно |
| G02 | Интерполяционное движение CW-циркуляции – модальное |
| G03 | Круговое интерполяционное движение против часовой стрелки – модальное |
| G04 | Задержка (P) P=Секунды. Миллисекунды |
| G05 | Точное управление шпинделем (приводной инструмент) — опционально |
| G09 | Точная остановка |
| G10 | Программируемая настройка смещения |
Список M-кодов (фрезерный стан)
| Команда М-кода | Функция |
| М00 | Остановка программы |
| М01 | Дополнительная остановка программы |
| М02 | Конец программы (настройка 39) |
| М03 | Шпиндель включен, по часовой стрелке (S) (настройка 144) |
| М04 | Шпиндель включен, против часовой стрелки (S) (настройка 144) |
| М05 | Остановка шпинделя |
| М06 | Смена инструмента (T) (настройки 42, 87, 155) |
| М08 | Охлаждение включено (настройка 32) |
| М09 | Охлаждающая жидкость выключена |
| М10 | Тормоз 4-й оси включен |
Список M-кодов (токарный станок)
| Команда М-кода | Функция |
| М00 | Остановка программы – модальный режим |
| М01 | Опциональная остановка программы – модальная |
| М02 | Конец программы – модальное окно |
| М03 | Шпиндель вперед (S) – модальный режим |
| М04 | Шпиндель в реверсе (S) – модальный |
| М05 | Остановка шпинделя – модальный режим |
| М08 | Охлаждение включено – модально |
| М09 | Охлаждение выключено – модальное |
| М10 | Зажим патрона – модальный |
Заключение
Обработка с ЧПУ во многом зависит от использования станков с ЧПУ. Тем не менее, без кодов G и M, которые сообщают машинам, что им делать, они не смогут выполнять свою работу. Для процесса обработки на станке с ЧПУ и эффективного производства компонентов крайне важно знать, как устанавливать эти коды. Знание этих кодов позволит вам опередить конкурентов в конкурентной области программирования ЧПУ.
Обратитесь в Runsom за услугами по обработке с ЧПУ
Но достаточно знать только основы программирования ЧПУ с помощью G-кода и M-кода. Сотрудничество с механическим цехом (или слесарем), знающим GD&T (геометрические размеры и допуски) и автоматизированное производство (CAM), во многом будет способствовать успеху вашего проекта обработки. Нужен механический цех (или слесарь) для выполнения вашего проекта обработки с ЧПУ?
Рансом является ведущим производителем, предлагающим превосходные Услуги по механической обработке с ЧПУ. Обратившись к нам, вы получите услуги премиум-класса, о которых вы так мечтаете, по доступной цене и невероятно хорошего качества. Наша команда опытных станков, инженеров и программистов с ЧПУ способна просмотреть вашу 3D-модель CAD и точно изготовить детали с помощью программирования и обработки на станках с ЧПУ.
Другие статьи, которые могут вас заинтересовать:
Модальные и немодальные коды
Все станочные коды можно условно разделить на два класса в зависимости от их способности сохраняться в памяти СЧПУ. Немодальные коды действуют только в том кадре, в котором они находятся. Модальные коды, напротив, могут действовать бесконечно долго, пока их не отменят другим кодом.
Оглавление
- Основы числового программного управления
- Автоматическое управление
- Особенности устройства и конструкции фрезерного станка с ЧПУ
- Функциональные составляющие (подсистемы) ЧПУ
- Языки для программирования обработки
- Процесс фрезерования
- Режущий инструмент
- Вспомогательный инструмент
- Основные определения и формулы
- Рекомендации по фрезерованию
- Прямоугольная система координат
- Написание простой управляющей программы
- Создание УП на персональном компьютере
- Передача управляющей программы на станок
- Проверка управляющей программы на станке
- Советы по технике безопасности при эксплуатации станков с ЧПУ
- Нулевая точка станка и направления перемещений
- Нулевая точка программы и рабочая система координат
- Компенсация длины инструмента
- Абсолютные и относительные координаты
- Комментарии в УП и карта наладки
- G- и М-коды
- Структура программы
- Слово данных, адрес и число
- Модальные и немодальные коды
- Формат программы
- Строка безопасности
- Ускоренное перемещение – G00
- Линейная интерполяция – G01
- Круговая интерполяция – G02 и G03
- Введение
- Останов выполнения управляющей программы – М00 и М01
- Управление вращением шпинделя – М03, М04, М05
- Управление подачей СОЖ – М07, М08, М09
- Автоматическая смена инструмента – М06
- Завершение программы – М30 и М02
- Основные принципы
- Использование автоматической коррекции на радиус инструмента
- Активация, подвод и отвод
- Подпрограмма
- Работа с осью вращения (4-ой координатой)
- Параметрическое программирование
- Методы программирования
- Что такое CAD и САМ?
- Общая схема работы с CAD/САМ-системой
- Виды моделирования
- Уровни САМ-системы
- Геометрия и траектория
- Алгоритм работы в САМ-системе и постпроцессор
- Ассоциативность
- Пятикоординатное фрезерование и ЗD-коррекция
- Высокоскоростная (ВСО) и высокопроизводительная обработка
- Критерии для оценки, сравнения и выбора CAM-систем
© 2015-2022 Планета CAM
Информационно-аналитический электронный журнал «Планета CAM» (12+)
Адрес редакции: 192102, г. Санкт-Петербург, ул. Фучика д. 4, литер К
Главный редактор: Ловыгин А. А.
Контактная информация: Тел. +7 (812) 407-14-04, Email: mail@planetacam.ru§ 11. Модальность. Группы кодов
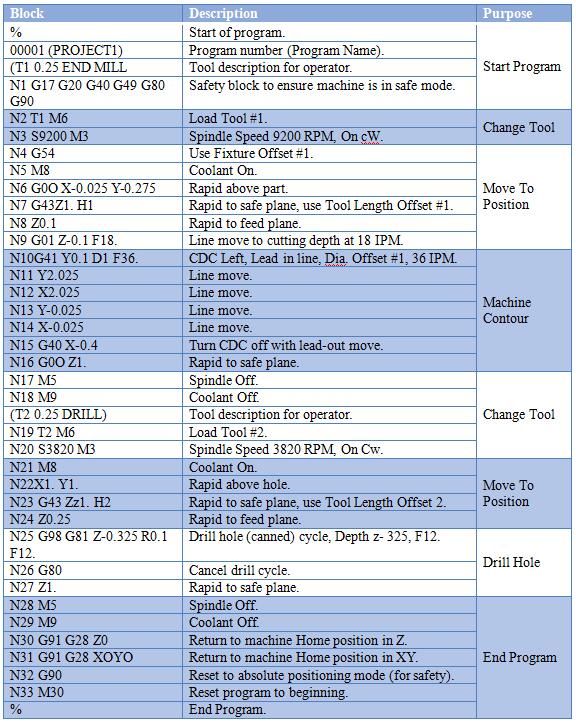
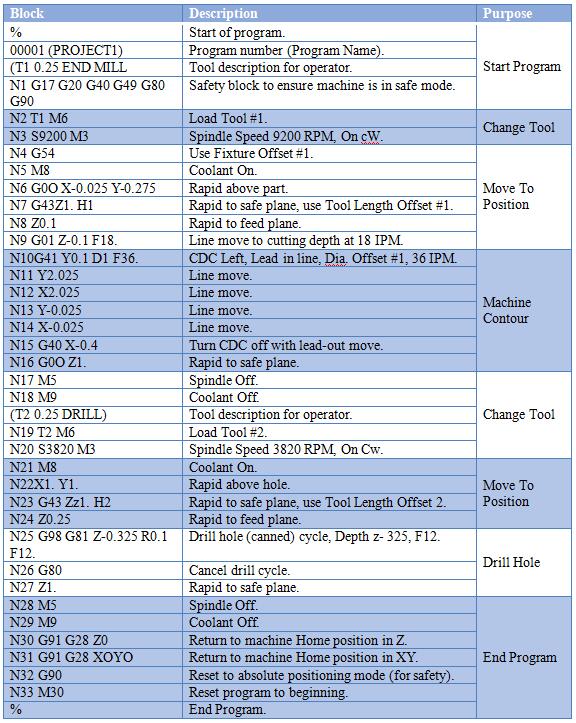
На фрагменте ниже программируется ускоренное перемещение (G0) в точку на безопасной плоскости, после чего происходит переключение на режим рабочего движения фрезы (кадр N30).
.
N10 G0 X0 Y0
N20 Z10
N30 G1 Z5 F100
N40 X10 Y5.5
.
В кадрах N20 и N40 движение происходит на режимах заданных кадром выше. Соответственно по принципу модальности вывод G0 и G1 в этих кадрах не нужен. В кадре N30 также задается скорость перемещения фрезы 100 мм/мин. Она будет действовать пока не встрится новое значение с адресом F или изменен режим движения.Код, действующий в пределах одного кадра программы называется немодальным. Его действие прекращается уже в следующем кадре.
Совокупность кодов, которые могут отменять действие друг друга образуют модальную группу. Такое разделение характерно для подготовительных (G) функций, нежели вспомогательных, т.к. основное их назначение — управление различными устройствами станка.
Группы кодов вспомогательных функций:
G0, G1, G2, G3 — управление движением инструмента;
G17, G18, G19 — активная плоскость обработки;
G20, G21 — единицы измерения;
G41, G42, G40 — коррекция на радиус инструмента;
G43, G44, G49 — коррекция на длину инструмента;
G54, G55, G56, G57, G58, G59 — смещение нулевой точки детали;
G80, G81, G82, G83, G84, G85 — постоянные циклы сверления;
G90, G91 — система отсчета;
Группы кодов подготовительных функций:
M03, M04, M05 — управление оборотами шпинделя;
M08, M09 — управление охлаждением;