Виды интерполяции.
4.1 Линейная интерполяция при ускоренном перемещении – g00.
Эффект состоит в том, что запрограммированное перемещение интерполируется, а движение к конечной точке осуществляется по прямой линии с максимальной подачей. Скорость и ускорение подачи, по крайней мере, одной оси максимальны. Скорость подачи других осей контролируется таким образом, чтобы движение всех осей завершилось в конечной точке одновременно. При активной инструкции G00 движение замедляется до нуля в каждом кадре. При этом выполнение «точного позиционирования» зависит от инструкций G161, G162. Если же в замедлении скорости подачи до нуля в каждом кадре необходимости нет, то вместо G00 используют G200. Значение максимальной скорости подачи не программируется, но задается так называемыми «машинными параметрами» в памяти системы ЧПУ. Инструкция G00 является модальной, и ее появление деактивирует G-инструкции той же группы: G01, G02, G03, G05, G10-G13, G73, G200. 4.2. Линейная интерполяция на ускоренном перемещении без замедления до V=0, — G200. Эффект состоит в том, что отсутствует замедление скорости подачи до нуля в конце каждого кадра; т.е. нет торможения на стыке соседних кадров, и процесс интерполяции продолжается. При этом должны соблюдаться предусловия: инструкции G61 и G163 пассивны. Если, тем не менее, инструкция G61 активна, то, несмотря на G200, торможение до нуля будет осуществляться в каждом кадре. Если же активна инструкция G163, то характер движения будет определяться функциями точного позиционирования (см. инструкции G164 — G166). Значение максимальной скорости подачи не программируют, но задают «машинными параметрами» в памяти системы ЧПУ. Инструкция G200 является модальной, и ее появление деактивирует G-инструкции той же группы: G00, G01, G02, G03, G05, G10- G13, G73.
4.3. Линейная интерполяция с предусмотренной скоростью подачи, — g01.
Перемещение с заданной скорость подачи (в F-слове) к конечной точке кадра осуществляется по прямой линии. Все координатные оси завершают движение одновременно. Скорость подачи в конце кадра снижается до нуля, но только если инструкция G08 пассивна. Запрограммированная скорость подачи является контурной, т. е. значения подачи для каждой отдельной координатной оси будут меньше. Значение скорости подачи обычно ограничивают настройкой «машинных параметров». Вариант комбинации слов с инструкцией G01 в кадре: G01_ Х_ Y_ Z_F_. Особенности использования инструкции G01:
- в любом кадре инструкция G01 может быть представлена вместе с позиционными данными или без них;
- в любом кадре инструкция G01 сопровождается F-словом, если до этого подача не была назначена;
- назначенная подача остается активной, пока ее значение не будет переопределено.
- инструкция G01 является модальной, и ее появление деактивирует G- инструкции той же фуппы: GOO, G02, G03, G05, G10-G13, G73, G200.
Фрагмент программы: 
 4.4. Круговая интерполяция. —G02,G03. Перемещение в кадре осуществляется по окружности с контурной скоростью, заданной в активном F-слове. Движение по всем координатным осям завершается в кадре одновременно; также и в том случае, когда одна из осей не принадлежит плоскости круговой интерполяции. Вдоль этой оси движение будет линейно интерполируемым, а общая траектория станет винтовой линией. Инструкции G02 и G03 модальны и деактивируют другие G-инструкции той же группы. Приводы подачи задают перемещение по окружности с запрограммированной подачей в выбранной плоскости интерполяции; при этом G02 определяет движение по часовой стрелке, a G03 — против часовой стрелки. Выбор двух синхронных координатных осей осуществляется свободно путем выбора плоскости интерполяции. При программировании окружность задают с помощью ее радиуса или координат ее центра. Дополнительная опция программирования окружности определяется инструкцией G05: круговая интерполяция с выходом на траекторию по касательной. 4.4.1 Программирование окружности при помощи радиуса. Радиус всегда задают в относительных координатах; в отличие от конечной точки дуги, которая может быть задана как в относительных, так и в абсолютных координатах. Используя положение начальной и конечной точек, а также и значение радиуса, система ЧПУ прежде всего определяет координаты центра окружности. Результатом расчета могут стать координаты двух точек, ML MR , расположенных соответственно слева и справа от прямой, соединяющей начальную и конечную точки
4.4. Круговая интерполяция. —G02,G03. Перемещение в кадре осуществляется по окружности с контурной скоростью, заданной в активном F-слове. Движение по всем координатным осям завершается в кадре одновременно; также и в том случае, когда одна из осей не принадлежит плоскости круговой интерполяции. Вдоль этой оси движение будет линейно интерполируемым, а общая траектория станет винтовой линией. Инструкции G02 и G03 модальны и деактивируют другие G-инструкции той же группы. Приводы подачи задают перемещение по окружности с запрограммированной подачей в выбранной плоскости интерполяции; при этом G02 определяет движение по часовой стрелке, a G03 — против часовой стрелки. Выбор двух синхронных координатных осей осуществляется свободно путем выбора плоскости интерполяции. При программировании окружность задают с помощью ее радиуса или координат ее центра. Дополнительная опция программирования окружности определяется инструкцией G05: круговая интерполяция с выходом на траекторию по касательной. 4.4.1 Программирование окружности при помощи радиуса. Радиус всегда задают в относительных координатах; в отличие от конечной точки дуги, которая может быть задана как в относительных, так и в абсолютных координатах. Используя положение начальной и конечной точек, а также и значение радиуса, система ЧПУ прежде всего определяет координаты центра окружности. Результатом расчета могут стать координаты двух точек, ML MR , расположенных соответственно слева и справа от прямой, соединяющей начальную и конечную точки  Расположение центра окружности зависит от знака радиуса; при положительном радиусе центр будет находиться слева, а при отрицательном радиусе — справа. Расположение центра определяется также инструкциями G02 или G03
Расположение центра окружности зависит от знака радиуса; при положительном радиусе центр будет находиться слева, а при отрицательном радиусе — справа. Расположение центра определяется также инструкциями G02 или G03 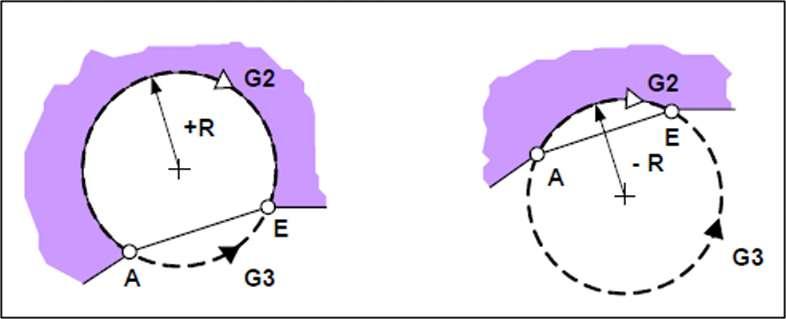 Величина радиуса должна быть, по крайней мере, вдвое большей, чем длина отрезка, соединяющего начальную и конечную точки дуги окружности. Особым случаем является равенство отрезка удвоенному значению радиуса. Этот случай соответствует заданию полуокружности. Знак радиуса при этом значения не имеет. Программирование полной окружности через задание радиуса недопустимо. Вариант комбинации слов с инструкцией G03 в кадре: N_G17_G03_X_Y_R±_F_S_M. Здесь: инструкция G17 означает выбор круговой интерполяции в плоскости X/Y; инструкция G03 определяет круговую интерполяцию в направлении против часовой стрелки; X_Y_ представляют собой координаты конечной точки дуги окружности; R — радиус окружности. 4.2. Программирование окружности при помощи координат ее центра. Текущее положение используется в качестве начальной точки. Окружность, заданная координатами центра, проходит через начальную и конечную ее точки. Координатные оси, вовлеченные в процесс круговой интерполяции, имеют параметры I, J и К, приданные осям соответственно. Параметры устанавливают расстояние между начальной точкой и центром М дуги окружности в направлении, параллельном осям. Знак определяется направлением вектора от А к М.
Величина радиуса должна быть, по крайней мере, вдвое большей, чем длина отрезка, соединяющего начальную и конечную точки дуги окружности. Особым случаем является равенство отрезка удвоенному значению радиуса. Этот случай соответствует заданию полуокружности. Знак радиуса при этом значения не имеет. Программирование полной окружности через задание радиуса недопустимо. Вариант комбинации слов с инструкцией G03 в кадре: N_G17_G03_X_Y_R±_F_S_M. Здесь: инструкция G17 означает выбор круговой интерполяции в плоскости X/Y; инструкция G03 определяет круговую интерполяцию в направлении против часовой стрелки; X_Y_ представляют собой координаты конечной точки дуги окружности; R — радиус окружности. 4.2. Программирование окружности при помощи координат ее центра. Текущее положение используется в качестве начальной точки. Окружность, заданная координатами центра, проходит через начальную и конечную ее точки. Координатные оси, вовлеченные в процесс круговой интерполяции, имеют параметры I, J и К, приданные осям соответственно. Параметры устанавливают расстояние между начальной точкой и центром М дуги окружности в направлении, параллельном осям. Знак определяется направлением вектора от А к М.  I=M(X)-A(X); J =M(Y)-A(Y); K=M(Z)-A(Z); I, J, К — параметры интерполяции; X, Y, Z — координатные оси, которым параметры I, J, К приданы соответственно; М — центр окружности, заданный относительно начальной точки дуги окружности. На рис. 17-21 рассмотрены различные примеры программирования окружности. Пример 1:
I=M(X)-A(X); J =M(Y)-A(Y); K=M(Z)-A(Z); I, J, К — параметры интерполяции; X, Y, Z — координатные оси, которым параметры I, J, К приданы соответственно; М — центр окружности, заданный относительно начальной точки дуги окружности. На рис. 17-21 рассмотрены различные примеры программирования окружности. Пример 1: 
 Пример 2:
Пример 2: 
 Пример 3(программирование четверти окружности):
Пример 3(программирование четверти окружности): 
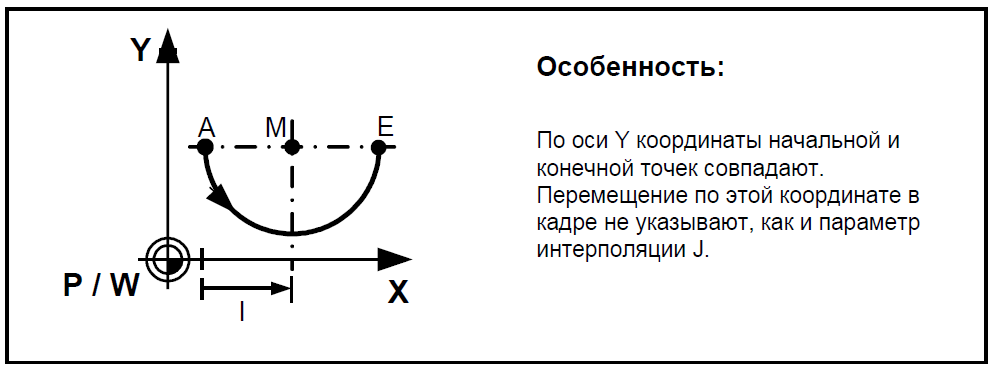
 Пример 4(программирование полуокружности)
Пример 4(программирование полуокружности) 
 Пример 5(программирование полной окружности):
Пример 5(программирование полной окружности): 

Интерполяторы и их функции
Интерполятор, входящий в систему ЧПУ, выполняет две основные функции:
на основе численных параметров участка обрабатываемого контура, которые заданы устройством ЧПУ с определенной дискретностью, рассчитывает промежуточные точки этого контура;
вырабатывает управляющие электрические импульсы, последовательность которых соответствует перемещению с требуемой скоростью исполнительного органа станка, по траектории через выше указанные точки.
В системе ЧПУ два вида интерполяторов: линейные и линейно круговые.
Линейные – обеспечивают перемещение между соседними опорными точками, по прямой под любым углом.
Линейно круговые – позволяют выполнять перемещения, как по прямой, так и по дуге окружности.
Важнейшей технологической характеристикой системы ЧПУ является её разрешающая способность или дискретность – это min надежно контролируемая величина линейного или углового перемещения исполнительного органа станка, соответствующее одному импульсу (чаще дискретность мм, современные до 0,001мм).
Классификация систем чпу
Системы ЧПУ классифицируют:
по уровню технологических возможностей (NC; SNC; CNC; DNC; HNC)
по технологическому назначению
по числу потоков информации
по принципу задания УП:
по типу привода:
по числу одновременно управляемых координат.
NC – это системы с покадровым чтением перфоленты на протяжении цикла обработки каждой заготовки.
SNC – это системы с однократным чтением перфоленты, перед обработкой всей партии заготовок.
CNC – это системы со встроенной ЭВМ компьютером или микропроцессором.
DNC – это системы прямого числового управления группой станков от одной ЭВМ.
HNC – это оперативные системы с ручным набором программы на пульте управления.
Технологическое назначение:
Позиционные системы, обеспечивают высокоточное перемещение в заданную программой позицию за min время. По каждой координатной оси программируется только необходимое перемещение, а траектория этого перемещения может быть произвольной. Большая часть перемещения из одной позиции в другую выполняется с max скоростью, а подвод к нужной позиции с min («ползучей» скоростью). Для повышения точности позиционирования, выход в требуемую позицию всегда выполняется в одном направлении (например: слева на право), это сверление и координатно-расточные станки.
Системы с прямоугольным формообразованием позволяют управлять перемещением исполнительного органа, непосредственно в процессе обработки, в ходе формообразования исполнительный орган перемещается по осям поочередно, поэтому траектория его перемещения имеет ступенчатый вид. При грубом позиционировании исполнительного органа, его подвод к заданной позиции может выполняться с разных сторон, при точном – только с одной стороны. Число управляемых координат в таких системах может достигать 5 и одновременно управляемых 4-х – это токарные, фрезерные, расточные станки.
Системы с прямолинейным формообразованием и позиционированием, реализует движение инструмента при резании одновременно по двум координатам, в таких системах используется двух координатный интерполятор, который одновременно подает управляющий импульс на два привода подач. Такие системы, в сравнении с прямоугольным, обладают расширенными технологическими возможностями и так же используются в токарных, фрезерных, расточных станках.
Системы с криволинейным формообразованием, позволяет управлять обработкой сложных плоских и объемных деталей с участками сложных криволинейных контуров.
Системы b, c, d – это контурные системы. Многоцелевые станки сверлильно-фрезерно-расточного типа, для расширения их технологических возможностей оснащают комбинированными позиционно контурными системами ЧПУ.
Число потоков информации:

В разомкнутых системах имеется один поток информации отсчитывающего устройства к исполнительному органу. В таких системах обычно используют шаговые двигатели, поскольку их крутящий момент не достаточен для обеспечения движения привода подачи, такие двигатели используют в качестве задающего устройства, сигналы которого требуют усиления. Часто в качестве усилителя используется гидроусилитель момента в виде аксиально-поршневого двигателя, вал которого соединен с ходовым винтом привода подач. В разомкнутых системах нет датчиков обратной связи в них отсутствует информация о действительном положении исполнительного органа.
В замкнутых, два потока информации:
От датчика обратной связи по перемещению
В этих системах рассогласование между заданным и действительным перемещениями исполнительного органа, устраняется благодаря обратной связи.
Адаптивные (три потока информации):
Отсчитывающее устройство исполнительному органу
От датчика обратной связи по перемещению
От датчиков, установленных на образце и контролирующих процесс по параметрам: износ инструмента, изменение сил резания, изменение упругих перемещений.
Эти системы позволяют корректировать программу обработки, с учетом реальных условий резания.


Положительные направления перемещения заготовки:
Следует обратить внимание на то, что положительные направления для перемещения инструмента и заготовки соответствует их взаимному удалению друг от друга.

Положительное направление для вращательных направлений заготовки: .
При программировании обработки перемещение каждого рабочего органа обозначается соответствующей буквой.
Вторичные оси для заготовки:  — это означает, что инструмент и заготовка могут перемещаться независимо друг от друга. При наличии трех рабочих органов, которые могут перемещаться в одном и том же направлении, вводят третичные оси:
— это означает, что инструмент и заготовка могут перемещаться независимо друг от друга. При наличии трех рабочих органов, которые могут перемещаться в одном и том же направлении, вводят третичные оси: .
.
Способы отсчета координат при настройке станка с ЧПУ, каждый его исполнительный орган устанавливается в некоторое исходное положение, из которого исполнительный орган перемещается при обработке заготовки на строго определенное расстояние, при этом, благодаря таким перемещениям, инструмент получает возможность пройти через нужные опорные точки траектории. В станках с ЧПУ используется два основных способа задания на перемещение: абсолютный и относительный (например: Х + 100).
Абсолютный способ – положение начала координат, зафиксировано и неподвижно, на протяжении всей программы обработки заготовки. При составлении программы, записываются значения координат последовательно расположенных точек, заданные от начала координат. При обработке программой, координаты всякий раз отсчитываются от этого начала, благодаря чему исключается накапливание погрешностей, в процессе обработки программы.

Для удобства программирования и настройки станков с ЧПУ, начало координат часто выбирают в произвольном месте, в пределах разрешенных перемещений исполнительного органа, такое начало координат называют, плавающий нуль. Такой способ назначения начала координат используется в сверлильных и расточных станках, использующие позиционные системы.
При относительном способе задания координат, за нулевое положение, всякий раз применяют положение исполнительного органа, которое он занимает в очередной опорной точке. В этом случае в программу записывают приращение координат, для того чтобы обеспечить последовательные перемещения инструмента от точки к точке, такой способ используется в контурных системах. Точность позиционирования исполнительного органа в данной опорной точке определяется точностью отработки всех предыдущих опорных точек, начиная от исходной, из-за этого в процессе обработки программы накапливается погрешность отработки перемещений.

Число программируемых координат
По числу программируемых движений, станки с ЧПУ бывают:
двух координатными: сверлильные и токарные;
трех координатными: сверлильные, фрезерные, расточные;
четырех координатными: двух суппортные токарные станки, фрезерные станки с дополнительным движением заготовки;
пяти координатными: фрезерные;
многокоординатными: специализированные станки.
Для станков с позиционным управлением ЧПУ, число управляемых координат является полной характеристикой возможности станка.
Контурные системы ЧПУ характеризуются как общим числом управляемых координат, так и числом одновременно управляемых координат, при линейной и круговой интерполяции. Например: пяти координатная система ЧПУ Н55-1, при линейной интерполяции одновременно управляет пятью координатами, а при круговой – тремя.
§5. Программирование ЧПУ. Линейная интерполяция
На практике для перемещения инструмента системе ЧПУ не достаточно только опорных точек, необходимо более детальное ее представление. Для расчета промежуточных точек и выдачи команд движения по линейным осям используется специальное вычислительное устройство — интерполятор.
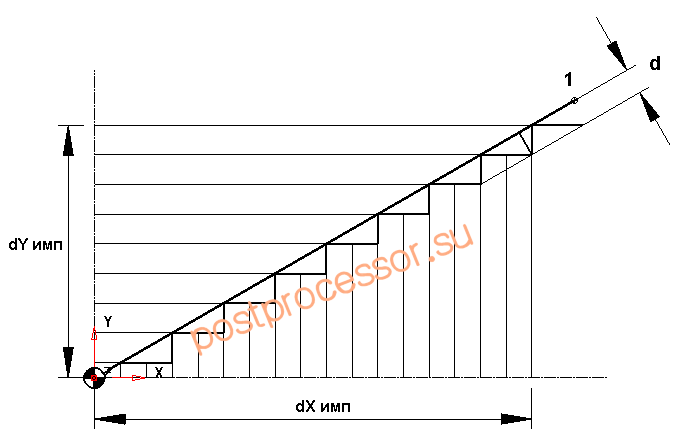
Интерполяторы делятся на линейные и круговые. Линейный интерполятор используется для отработки прямолинейного движения инструмента. На входе в интерполятор поступает информация о координатах опорных точек, на выходе для каждой координаты формируется последовательность импульсов необходимых для отработки заданной геометрии. Линейный интерполятор позволяет отрабатывать только прямолинейные движения. Однако обеспечить точное соответствие перемещения вдоль заданной прямой достаточно сложно. Итоговая траектория перемещения приближенно напоминает ломаную линию (рисунок ниже).
В процессе отработки прямой интерполятор попеременно управляет включением приводов то по оси X, то по оси Y (если прямая лежит в плоскости XY), посылая нужное количество импульсов на привода. На рисунке выше для отработки прямой на ось Y посылается один импульс, а на X — два импульса. Значение d определяет отклонение от заданной геометрии. Т.к. разрешающая способность позволяет задавать один импульс для перемещения на 0.001 мм, то итоговую ломаную кривую можно считать плавной.
Таким образом, линейный интерполятор рассчитывает необходимое количество импульсов по той или иной оси и выдает их на привода.
Программирование линейных перемещений
Чтобы использовать линейный интерполятор (осуществлять программирование линейных перемещений) используется подготовительная функция G01 и указываются координаты конечной точки перемещения с заданной скоростью.
G01 X n.n Yn.n Z n.n Fn.n, где
X, Y, Z – адреса линейных осей;
F – скорость перемещения;
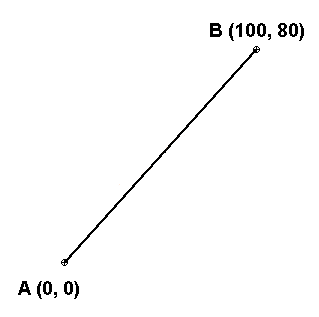
Например, для программирования прямолинейного перемещения из точки A в точку B со скоростью 1000 мм/мин необходимо в УП сформировать следующий кадр:
G01 X100 Y80 F1000
Различные виды интерполяции
Вы можете опубликовать сообщение сейчас, а зарегистрироваться позже. Если у вас есть аккаунт, войдите в него для написания от своего имени.
Примечание: вашему сообщению потребуется утверждение модератора, прежде чем оно станет доступным.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Сообщения

Автор: Guhl · Опубликовано: 17 минут назад
Аварийные концевые могут быть. Есть у вас кнопка OT RELEASE? Это шунтирование аварийных концевых для таких вот случаев. Нажимаете и аккуратно съезжаете в нужную сторону, желательно маховиком. Бывает еще реле давления воздуха в эту цепь вставляют. Схему смотрите

95% @Ветерок Танки Toldi может и другая техника. Трак думаю «универсальный».
Автор: Paulo11021984 · Опубликовано: 1 час назад
Я конечно бы скинул фото но я не знаю как на этом сайте их скидывать, может поможете

Автор: Ветерок · Опубликовано: 1 час назад
@TVM ты точно уверен, что на фото то же, что на чертеже?
Автор: Ветерок · Опубликовано: 1 час назад
А кто сказал, что там вообще есть гребни? Может, это звено без гребня. Ведь никто не знает. Раз на чертеже нет, значит нет.
Автор: Ander · Опубликовано: 1 час назад
Сижу, пощёлкиваю. Всё-таки умели чертить ручками, хоть и не попадают в машинные чертижи. Ладно, чертить, но делать. Уважаю. SW22 xt(25) track1.x_t track1.SLDPRT
Автор: Anatlijj8 · Опубликовано: 1 час назад
Добрый день. Можете более подробно описать как решить данный вопрос. Так как у меня макрос и все файлы от него находятся на диске E и всё равно макрос DProp выдает ошибку «Ошибка сохранения основной надписи. Проверьтедоступность каталога для записи»