ФОРУМ МОТОРИСТОВ
Здравствуйте Уважаемые. Нужен совет.
История:
Перекинул товарищу на Гранд Чероки блок в сборе, накрыл ремонтной головой (запчасти клиента), все пометкам по феншую, новые прокладки болты и т.д. Перед тем как купить прокладку ГБЦ товарищу сказал что прокладка должна быть той же толщины что и стояла на том блоке что будем ставить. На прокладке есть метки, сказал чтоб при заказе этот момент уточнил. В итоге все поменял завел, работает ровно — но есть звонкий стук (не гидрики) как-будто один клапан тарелкой в поршень упирается, хотя после того как поставил цепь натяжитель и башмаки — крутил раз 8 чтоб удостовериться что метки не сбежали и ничего не встречается друг с другом. Итого блок б/у но вкладыши на нем практически новье вскрывали поддон, смотрели, голова от этого блока на помойке — в ней трещина, ГБЦ установлена восстановленная (кем-то), пастель распредвалов с гидриками от головы которая отправилась на помойку. Собственно вопрос может ли это быть предположительно из-за того что прокладка ГБЦ меньшей толщины? (каюсь идиот не проверил перед тем как постваить). Понимаю что ванговать по интернету сложно ))))
underwood Технический директор Сообщения: 563 Зарегистрирован: 04 дек 2011, 22:00
Re: OM612 Толщина прокладки ГБЦ
Сообщение underwood » 24 дек 2015, 20:09
Здравствуйте!
У вас два промаха,а не один.
Во-первых не промеряли вылет поршня.От 0,38 до 0.62 идет прокладка толщиной 1,2 мм без отверстий(просечек),диаметр 88,8мм.
С одним отверстием идет прокладка того же диаметра и толщиной 1,4мм,это если вылет поршня более 0,62.
http://ows-cdn.tecdoc.net/elring/home.j . 42031760af
Во-вторых при ремонте головы и нарезке седел,надо обязательно замерять выступание торца клапана на ту сторону.Цифры не помню.Смысл в том,что торец клапана приближается к распредвалу и гидрик может не сжаться на нужный размер.Обычно механические мастерские замеряют вылет и торцуют клапана.Если головка была собрана,возможно эту операцию сделали.В противном случае клапан не сядет,будет троить и прочее.
Что можно сделать сейчас.С клапанами поршень встречаться не будет,клапана ведь утопились при ремонте ГБ.Если гидрику не хватило бы хода,вы бы написали что троит.Если блок был с целыми стандартными вкладышами,скорей всего его не ремонтировали по постели,значит выступание поршня от этой операции не увеличилось.Может увеличиться при шлифовке привалочной плоскости,но об этом не было речи.Обычно с завода идет стандартная прокладка и вылет поршня попадает в допуск.Если вал имеет прогиб,может увеличиться вылет,но на сотки,если бы было ближе к десятке,у вас бы клинил вал.
А вот дно колодцев на незнакомой головке могло быть просажено,от этого может быть дым,плохая работа,запах соляры.Вполне может быть и стук при воспламенении.Если допустить что вылет поршней был больше 0,62,прокладка стоит 1,2 ,да ещё на голове цековано дно колодца,то теоретически там даже недалеко до встречи распылителя с выступом в КС поршня.Я этого не встречал,но однозначно исключать нельзя.
Расстояние от дна колодца до выступа поршня в вмт можно измерить по всем цилиндрам.Если будут сняты форсунки,можно убедиться что толкатели не зажаты и вращаются.
Попробуйте охарактеризовать детальнее стук:частоту,локализацию,изменения на горячую или нахолодную и т.п..
underwood Технический директор Сообщения: 563 Зарегистрирован: 04 дек 2011, 22:00
Re: OM612 Толщина прокладки ГБЦ
Сообщение underwood » 24 дек 2015, 20:21
В смысле если уже снимете форсунки,то несложно снять крышку клапанов и проверить незажатость толкателей.Если обнаружите-пишите,гб снимать не надо.
Попробуйте в работе отключать поочередно цилиндры.Старом можно это делать просто(если едк поддерживает),а с Джипами вы чем работаете?
Шпигельман Моторист-профи Сообщения: 117 Зарегистрирован: 17 ноя 2008, 17:53
Re: OM612 Толщина прокладки ГБЦ
Сообщение Шпигельман » 25 дек 2015, 10:01
Спасибо за ответ, уже пошерстил мануал на WJ что самое интересное размер прокладок там не указан — нашел в экзисте как вы и сказали 1,2 и 1,4, поршни не меняли от блока, прокладка была отдана как образец для заказа — заказывали по номеру (прокладка с того блока который был установлен). Голову ремонтную привез клиент заверив что проблем с ней нет и ремонтировалась в специализированной мастерской.
Так называемый киллтест сделать нет возможности ДРБ3 под рукой нет, старскан на 2004 году не работает. И Да блок не шлифовался, только кольца новые и вкладыши номинал. По звуку это не стук а такой металлический лязг равной частоте вращения распредвала прослушивается в районе ГБЦ в средней части. Дно колодцев форсунок не имело следов торцевания — только старые следы от шайб.
Вобщем сегодня буду опускать мотор снимать форсунки отпишусь о результатах. Спасибо за помощь!
Правильный выбор прокладки головки блока цилиндров для дизельных двигателей
Для дизельных двигателей в большинстве случаев предлагаются прокладки головок блоков цилиндров разной толщины. Для правильного выбора прокладок головок блоков цилиндров необходимо измерить высоту части поршня, выступающей над поверхностью блока. Нижеописанное измерение должно быть выполнено с максимальной тщательностью. Высота части поршня, выступающей над поверхностью блока, должна быть измерена строго в соответствии с данными фирмы-изготовителя.
Во избежание неточностей вследствие перекоса поршня точки измерения должны находиться выше оси поршневого пальца.
Индикатор установить на чистой поверхности блока цилиндров и выставить с предварительным натяжением в положение «ноль».
Установить индикатор на чистый поршень и, вращая коленчатый вал, определить положение высшей точки.
Повторить процесс в точке измерения 2.
С – это расстояние между поверхностью поршня в верхней мёртвой точке и поверхностью корпуса картера двигателя.


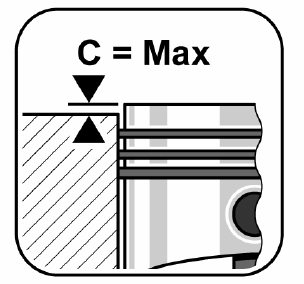
Измерение необходимо проводить на всех поршнях. При этом поршень с самой высокой частью поршня, выступающей над поверхностью блока, служит для определения соответству-ющей прокладки головки блока цилиндра.
Из каталогов выбрать прокладку головки блока цилиндра нужной толщины. Толщину прокладки головки блока цилиндра определяют по количеству штампованных меток или отверстий.
Маркировка отверстиями
Прокладка головки блока цилиндров

Если приведенные значения превышены, следует обработать плоскости прилегания.
Прокладки головки блока из мягких материалов и прокладки из листовой стали предъявляют одинаковые требования к качеству наружных поверхностей. При монтаже не следует учитывать никаких особенных различий, за исключением метода затяжки.
Подбор необходимой толщины прокладки головки блока цилиндров.
Почти все производителей прокладок предлагают, для некоторых типов двигателей варианты прокладок, отличающиеся друг от друга по толщине. Можно идентифицировать толщину прокладки еще перед началом сборочных работ. Следует найти в одном из углов блока выступающий угол прокладки. Там должны быть выбиты несколько насечек, пробито несколько отверстий или есть выступающие зубцы. Насечки, зубцы и отверстия обозначают условную толщину прокладки. Как правило, чем больше отверстий (насечек, зубцов), тем толще установленная прокладка.
Изменяемые по толщине прокладки устанавливаются на многие дизельные двигатели, где с помощью высоты прокладки головки блока можно корректировать объем камеры сгорания. Как правило, выпускается 3-4 варианта (от 1-4 отверстий/ насечек/зубцов) различающиеся по толщине на 0,05-0,1 мм. Подбор необходимой толщины прокладки производится в два этапа:
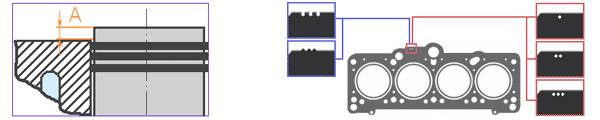
- Измерение высоты выступания поршня относительно плоскости блока цилиндров.
- Определение по таблице нужной толщины прокладки в зависимости от полученных измерений. Таблицы соответствия размеров для каждого двигателя свои, и как правило печатаются в каталогах производителей поршней.
Для примера, таблица подбора для AUDI двигатель AAZ.
| Кол-во отверстий |
Толщина прокладки |
Выступание поршня (A min) |
Выступание поршня (A max) |
| 1 | 1,53 mm | + 0,66 mm | + 0,86 mm |
| 2 | 1,57 mm | + 0,87 mm | + 0,90 mm |
| 3 | 1,61 mm | + 0,91 mm | + 1,02 mm |
Следует заметить, что подобный, тщательный подбор обязателен и необходим только при замене поршней или демонтаже поршневых колец. А в случае, если замена прокладки головки блока цилиндров производится отдельно без снятия установки поршней, то, как правило, устанавливают новую прокладку толщины такой же, как и у старой.
Ремонтные прокладки.
В процессе длительной эксплуатации двигателя, в следствии нарушения температурного режима, детонации и использования не качественного топлива и антифриза плоскости прилегания блока цилиндров и головки блока деформируются. Особенно для рядных много цилиндровых моторов. Как следствие требуется фрезеровка или шлифовка этих «привалочных» плоскостей, что приводит к уменьшению объема камеры сгорания. В тех случаях, когда при обработке значительно уменьшается высота камеры сгорания, во избежание изменения степени сжатия, предусматривается установка ремонтной прокладки головки блока с увеличенной толщиной.
Пример: прокладка головки блока для двигателя BMW M 20 B 20. Почти все производители прокладок выпускают ремонтные прокладки головки блока, имеющие ремонтное увеличение по толщине на 0,20 мм – 0,40 мм.
15 Прокладка головки блока

Прокладка головки блока из мягкого — эластичного материала является плоским компрессионным уплотнением. Она состоит из перфорированного несущего листа, на который с обеих сторон навальцован мягкий материал. Металлические окантовки уплотняют камеры сгорания и защищают чувствительный мягкий материал от перегрева. Импрегнирование наружной поверхности препятствует просачиванию через контактную поверхность текучих сред, таких как масло, вода или антифриз. Так называемые «витон»- элементы из эластомерных материалов обеспечивают повышение удельного давления в местах расположения каналов с высоким масляным давлением. Благодаря удельному давлению рабочий материал деформируется таким образом, что он идеально ложится на уплотняемые поверхности. Для уплотнения требуются очень большие усилия болтов при низких упругих свойствах обратного подпружинивания. Минимальная ширина перемычки составляет 6 мм, для того что бы выдерживать высокие давления и температуры при сгорании.
При монтаже прокладок головки блока цилиндров из мягких материалов с витон- элементом следует обращать пристальное внимание на то, чтобы прокладка головки блока цилиндров и головка блока цилиндров были бы точно позиционированы. Из за неправильного позиционирования витон-элемент может быть запрессован со слишком большим усилием и разрезан острыми кромками деталей. Дополнительные уплотняющие массы (герметики) нужны только тогда, когда это особо предписывается изготовителем.
- Прокладки головки блока цилиндров из многослойной стали (Multi-layer steel — MLS)

Они появились на свет как альтернатива асбестосодержащим прокладкам запрещенных к применению в конце 80-х годов. Прокладки головки блока цилиндров из многослойной стали состоят из от двух до пяти листов углеродистой, пружинной стали, расположенных послойно в прокладке головки блока.
Для надежного уплотнения газов и среды желобчатая формовка у камер сгорания, а так же у мест прохода масла и воды увеличивает локальные прижимные усилия (макроуплотнение). Расположенные по всей поверхности или частичные эластомерные покрытия дополнительно повышают уплотняющее действие. Уплотнения из многослойной стали, благодаря их специальной конструкции, хорошо приспосабливаются к любой шероховатости наружной поверхности, при условии, что качество наружной поверхности находится в пределах описанных полей допусков. Высококачественные MLS прокладки головки блока оптимально сглаживают, благодаря контролируемому давлению придавливания, неровности и коробления деталей.
Требования к уплотняемым поверхностям деталей:
- Неровность на длине 100 мм не более 0,03 мм в продольном направлении.
- Неровность на длине 400 мм не более 0,05 мм в продольном направлении.
- Неровность на длине 100 мм не более 0,03 мм в поперечном направлении.
- Волнистость не более 20 μм.
- Шероховатость от 7 до 20 μм .
Если приведенные значения превышены, следует обработать плоскости прилегания.
Прокладки головки блока из мягких материалов и прокладки из листовой стали предъявляют одинаковые требования к качеству наружных поверхностей. При монтаже не следует учитывать никаких особенных различий, за исключением метода затяжки.
Подбор необходимой толщины прокладки головки блока цилиндров.
Почти все производителей прокладок предлагают, для некоторых типов двигателей варианты прокладок, отличающиеся друг от друга по толщине. Можно идентифицировать толщину прокладки еще перед началом сборочных работ. Следует найти в одном из углов блока выступающий угол прокладки. Там должны быть выбиты несколько насечек, пробито несколько отверстий или есть выступающие зубцы. Насечки, зубцы и отверстия обозначают условную толщину прокладки. Как правило, чем больше отверстий (насечек, зубцов), тем толще установленная прокладка.
Изменяемые по толщине прокладки устанавливаются на многие дизельные двигатели, где с помощью высоты прокладки головки блока можно корректировать объем камеры сгорания. Как правило, выпускается 3-4 варианта (от 1-4 отверстий/ насечек/зубцов) различающиеся по толщине на 0,05-0,1 мм.
Подбор необходимой толщины прокладки производится в два этапа:
- Измерение высоты выступания поршня относительно плоскости блока цилиндров.
- Определение по таблице нужной толщины прокладки в зависимости от полученных измерений. Таблицы соответствия размеров для каждого двигателя свои, и как правило печатаются в каталогах производителей поршней.
Для примера, таблица подбора для AUDI двигатель AAZ
| Кол-во отверстий |
Толщина прокладки |
Выступание поршня (A min) |
Выступание поршня (A max) |
| 1 | 1,53 mm | + 0,66 mm | + 0,86 mm |
| 2 | 1,57 mm | + 0,87 mm | + 0,90 mm |
| 3 | 1,61 mm | + 0,91 mm | + 1,02 mm |
Следует заметить, что подобный, тщательный подбор обязателен и необходим только при замене поршней или демонтаже поршневых колец. А в случае, если замена прокладки головки блока цилиндров производится отдельно без снятия установки поршней, то, как правило, устанавливают новую прокладку толщины такой же, как и у старой.
Ремонтные прокладки.
В процессе длительной эксплуатации двигателя, в следствии нарушения температурного режима, детонации и использования не качественного топлива и антифриза плоскости прилегания блока цилиндров и головки блока деформируются. Особенно для рядных много цилиндровых моторов. Как следствие требуется фрезеровка или шлифовка этих «привалочных» плоскостей, что приводит к уменьшению объема камеры сгорания. В тех случаях, когда при обработке значительно уменьшается высота камеры сгорания, во избежание изменения степени сжатия, предусматривается установка ремонтной прокладки головки блока с увеличенной толщиной.
Пример: прокладка головки блока для двигателя BMW M 20 B 20. Почти все производители прокладок выпускают ремонтные прокладки головки блока, имеющие ремонтное увеличение по толщине на 0,20 мм – 0,40 мм.