Подготовительные функции (G коды)
G00 — быстрое позиционирование. Функция G00 используется для выполнения ускоренного перемещения режущего инструмента к позиции обработки или к безопасной позиции. Ускоренное перемещение никогда не используется для выполнения обработки, так как скорость движения исполнительного органа станка очень высока. Код G00 отменяется кодами: G01, G02, G03. G01 — линейная интерполяция. Функция G01 используется для выполнения прямолинейных перемещений с заданной скоростью (F). При программировании задаются координаты конечной точки в абсолютных значениях (G90) или приращениях (G91) с соответственными адресами перемещений (например X, Y, Z). Код G01 отменяется кодами: G00, G02, G03. G02 — круговая интерполяция по часовой стрелке. Функция GO2 предназначена для выполнения перемещения инструмента по дуге (окружности) в направлении часовой стрелки с заданной скоростью (F). При программировании задаются координаты конечной точки в абсолютных значениях (G90) или приращениях (G91) с соответственными адресами перемещений (например X, Y, Z). Параметры интерполяции I, J, K, которые определяют координаты центра дуги окружности в выбранной плоскости, программируются в приращениях от начальной точки к центру окружности, в направлениях, параллельных осям X, Y, Z соответственно. Код G02 отменяется кодами: G00, G01, G03. G03 — круговая интерполяция против часовой стрелки. Функция GO3 предназначена для выполнения перемещения инструмента по дуге (окружности) в направлении против часовой стрелки с заданной скоростью (F). При программировании задаются координаты конечной точки в абсолютных значениях (G90) или приращениях (G91) с соответственными адресами перемещений (например X, Y, Z). Параметры интерполяции I, J, K, которые определяют координаты центра дуги окружности в выбранной плоскости, программируются в приращениях от начальной точки к центру окружности, в направлениях, параллельных осям X, Y, Z соответственно. Код G03 отменяется кодами: G00, G01, G02. G04 — пауза. Функция G04 — команда на выполнение выдержки с заданным временем. Этот код программируется вместе с X или Р адресом, который указывает длительность времени выдержки. Обычно, это время составляет от 0.001 до 99999.999 секунд. Например G04 X2.5 — пауза 2.5 секунды, G04 Р1000 — пауза 1 секунда. G17 — выбор плоскости XY. Код G17 предназначен для выбора плоскости XY в качестве рабочей. Плоскость XY становится определяющей при использовании круговой интерполяции, вращении системы координат и постоянных циклов сверления. G18 — выбор плоскости XZ. Код G18 предназначен для выбора плоскости XZ в качестве рабочей. Плоскость XZ становится определяющей при использовании круговой интерполяции, вращении системы координат и постоянных циклов сверления. G19 — выбор плоскости YZ. Код G19 предназначен для выбора плоскости YZ в качестве рабочей. Плоскость YZ становится определяющей при использовании круговой интерполяции, вращении системы координат и постоянных циклов сверления. G20 — ввод дюймовых данных. Функция G20 активизирует режим работы с дюймовыми данными. G21 — ввод метрических данных. Функция G21 активизирует режим работы с метрическими данными. G40 — отмена коррекции на радиус инструмента. Функция G40 отменяет действие автоматической коррекции на радиус инструмента G41 и G42. G41 — левая коррекция на радиус инструмента. Функция G41 применяется для включения автоматической коррекции на радиус инструмента находящегося слева от обрабатываемой поверхности (если смотреть от инструмента в направлении его движения относительно заготовки). Программируется вместе с функцией инструмента (D). G42 — правая коррекция на радиус инструмента. Функция G42 применяется для включения автоматической коррекции на радиус инструмента находящегося справа от обрабатываемой поверхности (если смотреть от инструмента в направлении его движения относительно заготовки). Программируется вместе с функцией инструмента (D). G43 — коррекция на положение инструмента. Функция G43 применяется для компенсации длинны инструмента. Программируется вместе с функцией инструмента (H). G52 — локальная система координат. СЧПУ позволяет устанавливать кроме стандартных рабочих систем координат (G54-G59) еще и локальные. Когда СЧПУ станка выполняет команду G52, то начало действующей рабочей системы координат смещается на значение указанное при помощи слов данных X, Y и Z. Код G52 автоматически отменяется с помощью команды G52 ХО YO Z0. G54 — G59 — заданное смещение. Смещение рабочей системы координат детали относительно системы координат станка. G68 — вращение координат. Код G68 позволяет выполнить поворот координатной системы на определенный угол. Для выполнения поворота требуется указать плоскость вращения, центр вращения и угол поворота. Плоскость вращения устанавливается при помощи кодов G17, G18 и G19. Центр вращения устанавливается относительно нулевой точки активной рабочей системы координат (G54 — G59). Угол вращения указывается при помощи R. Например: G17 G68 X0. Y0. R120. G69 — отмена вращения координат. Код G69 отменяет режим вращения координат G68. G73 — высокоскоростной цикл прерывистого сверления. Цикл G73 предназначен для сверления отверстий. Движение в процессе обработки происходит на рабочей подаче с периодическим выводом инструмента. Движение в исходное положение после обработки идет на ускоренной подаче. G74 — цикл нарезания левой резьбы. Цикл G74 предназначен для нарезания левой резьбы метчиком. Движение в процессе обработки происходит на рабочей подаче, шпиндель вращается в заданном направлении. Движение в исходное положение после обработки идет на рабочей подаче с обратным вращением шпинделя. G80 — отмена постоянного цикла. Функция, которая отменяет любой постоянный цикл. G81 — стандартный цикл сверления. Цикл G81 предназначен для зацентровки и сверления отверстий. Движение в процессе обработки происходит на рабочей подаче. Движение в исходное положение после обработки идет на ускоренной подаче. G82 — сверление с выдержкой. Цикл G82 предназначен для сверления и зенкования отверстий. Движение в процессе обработки происходит на рабочей подаче с паузой в конце. Движение в исходное положение после обработки идет на ускоренной подаче. G83 — цикл прерывистого сверления. Цикл G83 предназначен для глубокого сверления отверстий. Движение в процессе обработки происходит на рабочей подаче с периодическим выводом инструмента в плоскость отвода. Движение в исходное положение после обработки идет на ускоренной подаче. G84 — цикл нарезания резьбы. Цикл G84 предназначен для нарезания резьбы метчиком. Движение в процессе обработки происходит на рабочей подаче, шпиндель вращается в заданном направлении. Движение в исходное положение после обработки идет на рабочей подаче с обратным вращением шпинделя. G85 — стандартный цикл растачивания. Цикл G85 предназначен для развертывания и растачивания отверстий. Движение в процессе обработки происходит на рабочей подаче. Движение в исходное положение после обработки идет на рабочей подаче. G86 — цикл растачивания с остановкой вращения шпинделя. Цикл G86 предназначен для растачивания отверстий. Движение в процессе обработки происходит на рабочей подаче. В конце обработки происходит остановка шпинделя. Движение в исходное положение после обработки идет на ускоренной подаче. G87 — цикл растачивания с отводом вручную. Цикл G87 предназначен для растачивания отверстий. Движение в процессе обработки происходит на рабочей подаче. В конце обработки происходит остановка шпинделя. Движение в исходное положение после обработки идет вручную. G90 — режим абсолютного позиционирования. В режиме абсолютного позиционирования G90 перемещения исполнительных органов производятся относительно нулевой точки рабочей системы координат G54-G59 (программируется, куда должен двигаться инструмент). Код G90 отменяется при помощи кода относительного позиционирования G91. G91 — режим относительного позиционирования. В режиме относительного (инкрементального) позиционирования G91 за нулевое положение каждый раз принимается положение исполнительного органа, которое он занимал перед началом перемещения к следующей опорной точке (программируется, на сколько должен переместиться инструмент). Код G91 отменяется при помощи кода абсолютного позиционирования G90. G94 — скорость подачи в дюймах/миллиметрах в минуту. При помощи функции G94 указанная скорость подачи устанавливается в дюймах за 1 минуту (если действует функция G20) или в миллиметрах за 1 минуту (если действует функция G21). Программируется вместе с функцией подачи (F). Код G94 отменяется кодом G95. G95 — скорость подачи в дюймах/миллиметрах на оборот. При помощи функции G95 указанная скорость подачи устанавливается в дюймах на 1 оборот шпинделя (если действует функция G20) или в миллиметрах на 1 оборот шпинделя (если действует функция G21). Т.е. скорость подачи F синхронизируется со скоростью вращения шпинделя S. Код G95 отменяется кодом G94. G98 — возврат к исходной плоскости в цикле. Если постоянный цикл станка работает совместно с функцией G98, то инструмент возвращается к исходной плоскости в конце каждого цикла и между всеми обрабатываемыми отверстиями. Функция G98 отменяется при помощи G99. G99 — возврат к плоскости отвода в цикле. Если постоянный цикл станка работает совместно с функцией G99, то инструмент возвращается к плоскости отвода между всеми обрабатываемыми отверстиями. Функция G99 отменяется при помощи G98.
Вспомогательные функции (M коды)
М00 — программируемый останов Когда СЧПУ исполняет команду М00, то происходит останов. Все осевые перемещения останавливаются, при этом шпиндель (у большинства станков) продолжает вращаться. Работа по программе возобновляется со следующего кадра после нажатия кнопки «Старт». М01 — останов с подтверждением Код М01 действует аналогично М00, но выполняется только после подтверждения с пульта управления станка. Если клавиша подтверждения нажата, то при чтении кадра с М01 происходит останов. Если же клавиша не нажата, то кадр М01 пропускается и выполнение УП не прерывается. М02 — завершение программы. Код М02 указывает на завершение программы и приводит к останову шпинделя, подачи и выключению охлаждения. М0З — вращение шпинделя по часовой стрелке. При помощи кода МОЗ включается прямое вращение шпинделя с запрограммированным числом оборотов (S). Код МОЗ действует до тех пор, пока он не будет отменен с помощью М04 или М05. М04 — вращение шпинделя против часовой стрелки. При помощи кода М04 включается обратное вращение шпинделя с запрограммированным числом оборотов (S). Код М04 действует до тех пор, пока он не будет отменен с помощью М03 или М05. М05 — останов шпинделя. Код М05 останавливает вращение шпинделя, но не останавливает осевые перемещения. М06 — смена инструмента. При помощи кода М06 инструмент, закрепленный в шпинделе, меняется на инструмент, находящийся в положении готовности в магазине инструментов. М07 — включение охлаждения №2. Код М07 включает подачу СОЖ в зону обработки в распыленном виде, если станок обладает такой возможностью. М08 — включение охлаждения №1. Код М08 включает подачу СОЖ в зону обработки в виде струи. М09 — отключение охлаждения. Код М09 выключает подачу СОЖ и отменяет команды М07 и М08. М10 — зажим. Код М10 относиться к работе с зажимным приспособлением подвижных органов станка. М11 — разжим. Код М11 относиться к работе с зажимным приспособлением подвижных органов станка. М19 — останов шпинделя в заданной позиции. Код М19 вызывает останов шпинделя при достижении им определенного углового положения. МЗО — конец информации. Код МЗО информирует СЧПУ о завершении программы, приводит к останову шпинделя, подачи и выключению охлаждения. М98 — вызов подпрограммы. Код М98 предназначен для вызова подпрограммы. Программируется вместе с (Р), которое обозначает номер вызываемой подпрограммы. Например М98 Р1234. М99 — конец подпрограммы. При помощи команды М99 по окончанию подпрограммы осуществляется возврат к главной программе, из которой была вызвана подпрограмма.
Дополнительные функции и символы
X, Y, Z — команды осевого перемещения. А, В, С — команды кругового перемещения вокруг осей X, Y, Z соответственно. I, J, К — параметры круговой интерполяции параллельные осям X, Y, Z соответственно. R При круговой интерполяции (G02 или G03) R определяет радиус, который соединяет начальную и конечную точки дуги. В постоянных циклах R определяет положение плоскости отвода. При работе с командой вращения R определяет угол поворота координатной системы. Р При постоянных циклах обработки отверстий Р определяет время выдержки на дне отверстия. Совместно с кодом вызова подпрограммы М98 — номер вызываемой подпрограммы. Q В циклах прерывистого сверления Q определяет относительную глубину каждого рабочего хода инструмента. В цикле растачивания — расстояние сдвига расточного инструмента от стенки обработанного отверстия для обеспечения аккуратного вывода инструмента из отверстия. D — значение коррекции на радиус инструмента. Н — значение компенсации длины инструмента. F — функция подачи. S — функция главного движения. Т — значение определяющее номер инструмента, который необходимо переместить в позицию смены, путем поворота инструментального магазина. N — нумерация кадров УП. / — пропуск кадра. (. ) — комментарии в УП.
Посетители также читают:

Числовое программное управление (ЧПУ) станка
Системы с замкнутым контуром работают на основе совместного использования задающей информации и информации обратной связи, содержащей данные о действительном положение рабочих органов станка, скорости перемещения и т
Описание G и M кодов для программирования фрезерных и токарных CNC станков с ЧПУ
Описание и примеры использования G и M кодов для программирования фрезерных CNC станков. Таблица кодов в помощь начинающим и опытным операторам оборудования с системой ЧПУ.
На производстве, где работают различные станки с числовым программным управлением, используется множество различного программного обеспечения, но в большинстве случаев весь управляющий софт использует один и тот же управляющий код. Программное обеспечение для любительских станков, так же базируется на аналогичном коде. В обиходе его называют «G-код». В данном материале представлена общая информация по G-коду (G-code).
Что такое G-код?
G-code это условное именование языка для программирования устройств с ЧПУ (CNC) (Числовое программное управление). Был создан компанией Electronic Industries Alliance в начале 1960-х. Финальная доработка была одобрена в феврале 1980-о года как RS274D стандарт. Комитет ИСО утвердил G-code, как стандарт ISO 6983-1:1982, Госкомитет по стандартам СССР — как ГОСТ 20999-83. В советской технической литературе G-code обозначается, как код ИСО-7 бит.
Производители систем управления используют G-code в качестве базового подмножества языка программирования, расширяя его по своему усмотрению.
Программа, написанная с использованием G-code, имеет жесткую структуру. Все команды управления объединяются в кадры — группы, состоящие из одной или более команд. Кадр завершается символом перевода строки (ПС/LF) и имеет номер, за исключеним первого кадра программы. Первый кадр содержит только один символ» %». Завершается программа командой M02 или M30.
Основные (в стандарте называются подготовительными) команды языка начинаются с буквы G:
- перемещение рабочих органов оборудования с заданой скоростью (линейное и круговое;
- выполнение типовых последовательностей (таких, как обработка отверстий и резьб);
- управление параметрами инструмента, системами координат, и рабочих плоскостей.
Сводная таблица команд G-кодов
| Подготовительные (основные) команды / Коды | Описание |
|---|---|
| G00-G04 | Позиционирование инструмента |
| G17-G19 | Переключение рабочих плоскостей (XY, XZ, YZ) |
| G20-G21 | Не стандаризовано |
| G40-G44 | Компенсация размера различных частей инструмента (длина, диаметр) |
| G53-G59 | Переключение систем координат |
| G80-G84 | Циклы сверления, нарезания резьбы |
| G90-G92 | Переключение систем координат (абсолютная, относительная) |
Таблица основных команд G-кода
| Код | Описание | Пример |
|---|---|---|
| G00 | Ускоренное перемещение инструмента (холостой ход) | G0 X0 Y0 Z100; |
| G01 | Линейная интерполяция | G01 X0 Y0 Z100 F200; |
| G02 | Круговая интерполяция почасовой стрелки | G02 X15 Y15 R5 F200; |
| G03 | Круговая интерполяция против часовой стрелки | G03 X15 Y15 R5 F200; |
| G04 | Задержка на P миллисекунд | G04 P500; |
| G10 | Задать новые координаты для начала координат | G10 X10 Y10 Z10; |
| G11 | Отмена | G10G11; |
| G15 | Отмена | G16G15 G90; |
| G16 | Переключение в полярную систему координат | G16 G91 X100 Y90; |
| G20 | Режим работы в дюймовой системе | G90 G20; |
| G21 | Режим работы в метрической системе | G90 G21; |
| G22 | Активировать установленый предел перемещений (Станок невыйдет за их предел). | G22 G01 X15 Y25; |
| G23 | Отмена | G22G23 G90 G54; |
| G28 | Вернуться на референтную точку | G28 G91 Z0 Y0; |
| G30 | Поднятие по оси Z на точку смены инструмента | G30 G91 Z0; |
| G40 | Отмена компенсации размера инструмента | G1 G40 X0 Y0 F200; |
| G41 | Компенсировать радиус инструмента слева | G41 X15 Y15 D1 F100; |
| G42 | Компенсировать радиус инструмента справа | G42 X15 Y15 D1 F100; |
| G43 | Компенсировать высоту инструмента положительно | G43 X15 Y15 Z100 H1 S1000 M3; |
| G44 | Компенсировать высоту инструмента отрицательно | G44 X15 Y15 Z4 H1 S1000 M3; |
| G53 | Переключиться на систему координат станка | G53 G0 X0 Y0 Z0; |
| G54-G59 | Переключиться на заданную оператором систему координат | G54 G0 X0 Y0 Z100; |
| G68 | Поворот координат на нужный угол | G68 X0 Y0 R45; |
| G69 | Отмена | G68G69; |
| G80 | Отмена циклов сверления | (G81-G84)G80 Z100; |
| G81 | Цикл сверления | G81 X0 Y0 Z-10 R3 F100; |
| G82 | Цикл сверления сзадержкой | G82 X0 Y0 Z-10 R3 P100 F100; |
| G83 | Цикл сверления сотходом | G83 X0 Y0 Z-10 R3 Q8 F100; |
| G84 | Цикл нарезание резьбы | G95 G84 X0 Y0 Z-10 R3 F1.411; |
| G90 | Абсолютная система координат | G90 G21; |
| G91 | Относительная система координат | G91 G1 X4 Y5 F100; |
| G94 | F (подача) — в формате мм/мин. | G94 G80 Z100; |
| G95 | F (подача )- в формате мм/об. | G95 G84 X0 Y0 Z-10 R3 F1.411; |
| G98 | Отмена | G99G98 G15 G90; |
| G99 | После каждого цикла не отходить на «подходную точку» | G99 G91 X10 K4; |
Таблица технологических кодов (М-код)
Технологические команды языка начинаются с буквы М. Включают такие действия, как:
- Сменить инструмент
- Включить/выключить шпиндель
- Включить/выключить охлаждение
- Вызвать/закончить подпрограмму
Вспомогательные (технологические) команды
| Код | Описание | Пример |
|---|---|---|
| M00 | Приостановить работу станка до нажатия кнопки «старт» на пульте управления, так называемый «технологический останов» | G0 X0 Y0 Z100 M0; |
| M01 | Приостановить работу станка до нажатия кнопки «старт», если включен режим подтверждения останова | G0 X0 Y0 Z100 M1; |
| M02 | Конец программы | M02; |
| M03 | Начать вращение шпинделя по часовой стрелке | M3 S2000; |
| M04 | Начать вращение шпинделя против часовой стрелки | M4 S2000; |
| M05 | Остановить вращение шпинделя | M5; |
| M06 | Сменить инструмент | M6 T15; |
| M07 | Включить дополнительное охлаждение | M3 S2000 M7; |
| M08 | Включить основное охлаждение | M3 S2000 M8; |
| M09 | Выключить охлаждение | G0 X0 Y0 Z100 M5 M9; |
| M30 | Конец информации | M30; |
| M98 | Вызов подпрограммы | M98 P101; |
| M99 | Конец подпрограммы, возврат к основной программе | M99; |
Параметры команд задаются буквами латинского алфавита
| Код константы | Описание | Пример |
|---|---|---|
| X | Координата точки траектории по оси X | G0 X0 Y0 Z100 |
| Y | Координата точки траектории по оси Y | G0 X0 Y0 Z100 |
| Z | Координата точки траектории по оси Z | G0 X0 Y0 Z100 |
| F | Скорость рабочей подачи | G1 G91 X10 F100 |
| S | Скорость вращения шпинделя | S3000 M3 |
| R | Радиус или параметр стандартного цикла | G1 G91 X12.5 R12.5 или G81 R1 0 R2 -10 F50 |
| D | Параметр коррекции выбранного инструмента | M06 T1 D1 |
| P | Величина задержки или число вызовов подпрограммы | M04 P101 или G82 R3 Z-10 P1000 F50 |
| I,J,K | Параметры дуги при круговой интерполяции | G03 X10 Y10 I0 J0 F10 |
| L | Вызов подпрограммы с данной меткой | L12 P3 |
Видео: серия уроков по программированию станков с ЧПУ
В серии видеороликов представлен исчерпывающий курс по программированию на фрезерных и токрно-фрезерных станках с чпу. Просмотрев видео, вы научитесь самостоятельно разрабатывать управляющую программу для станков с ЧПУ, в частности автоматов продольного точения и токарно-фрезерных станков.
Магазин станков №1 – только лучшие станки и оборудование для дерево- и металлообработки, режущий инструмент и комплектующие для станков с ЧПУ. Отличные цены, доставка по России и СНГ.
G-коды для станков с ЧПУ: таблица с примерами и обучение

- Что такое программирование ЧПУ G-кодами
- Что такое G-код ЧПУ
- Методы программирования обработки деталей ДЖИ-кодами для ЧПУ
- Почему стоит изучать программирование ЧПУ
- Стандарты и диалекты G-кода для ЧПУ станка: примеры
- Какие бывают G и M коды ЧПУ: описание
- Подготовительные G-функции ЧПУ
- Расшифровка G-кодов для ЧПУ
- Дополнительные функции и символы при программировании
- G-коды для ЧПУ: таблица подготовительных команд
- Таблица основных G-команд для станков с ЧПУ
- Таблица вспомогательных (технологических) команд G и М кода для станков ЧПУ
- Параметры команд, заданные латинскими буквами
- Требования к написанию алгоритмов
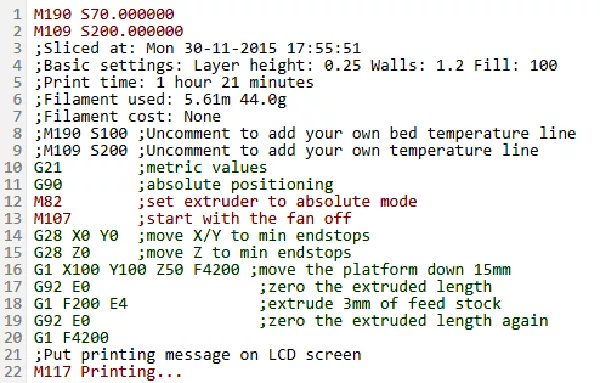
- Как выглядят G-коды для ЧПУ: пример программы управления для фрезерования
Предлагаем выяснить, как задается траектория движения (и вообще последовательность действий) высокопроизводительного металлообрабатывающего оборудования. Подробно рассмотрим готовые G-коды для ЧПУ: с примерами, обучением оператора и другими нюансами, играющими достаточно важную роль. Максимум полезной информации – от возможных методов и актуальных стандартов до основных и подготовительных функций, от определений и терминов, до причин, по которым обслуживающему персоналу нужно разбираться в вопросе.
Начнем с того, что сегодня они применяются для всех видов оборудования с числовым управлением, как для профессионального и устанавливаемого на максимально ответственных объектах, так и для любительского. В своей совокупности они образуют базовое подмножество языка ISO 7 bit, позволяющего установить и проконтролировать режимы обработки деталей.
Что такое программирование ЧПУ G-кодами
Фактически это задание определенной последовательности команд, определяющих характер движения режущего инструмента и захватных органов, степень фиксации заготовки и другие параметры. По своей роли это ключевая часть технологического обеспечения металлообрабатывающего оборудования, устанавливаемого на современных производствах.
Написанный алгоритм отличается жесткой структурой и представляет собой последовательность кадров – групп из нескольких команд. Каждый такой блок, объединенный общей функцией, обладает порядковым номером и отделен от последующих и предыдущих переводом строки (символ ПС/LF). Это сделано для наглядности листинга.
Что такое G-код ЧПУ
Это система команд, воспринимаемых станками с программным управлением. Была создана еще на заре 60-х годов – ассоциацией EIA (Electronic Industries Alliance), – но до готового к использованию формата (RS274D) ее доработали только в 1980-м году. Позднее, на очередном заседании профильного комитета, ее утвердили в качестве стандарта ISO 6983-1:1982. В Советском Союзе для регламентации ее положений ввели ГОСТ 20999-83, а обозначать ее в технической литературе стали ИСО-7 бит.
С того времени и по сей день широко используется, как самостоятельно, так и в роли базового подмножества для создания сходных языков, постоянно совершенствуется и расширяется.
Методы программирования обработки деталей ДЖИ-кодами для ЧПУ
Существуют 3 принципиально разных варианта – каждый со своими особенностями, плюсами, минусами и спецификой применения. Кратко рассмотрим каждый способ из этой тройки, выделяя основные моменты.

Ручное
Алгоритм функционирования составляется в текстовом формате, в редакторе на удаленном компьютере. После чего переносится технологом в память оборудования – записывается с оптического диска, USB-устройства (раньше для этого также использовались дискеты), а при непосредственном соединении с ПК – через порты интерфейса.
На пульте УЧПУ
В данном случае ввод команд осуществляется с клавиатуры, размещенной на стойке. Каждый кадр (блок) отображается на дисплее, причем постоянные циклы могут быть представлены в виде пиктограмм (по выбору оператора) – для удобства, чтобы сократить листинг. Нюансы зависят от особенностей системы, например, интерфейс HEIDENHAIN или Fanuc диалоговый, поэтому последовательность действий можно задать интуитивным путем.
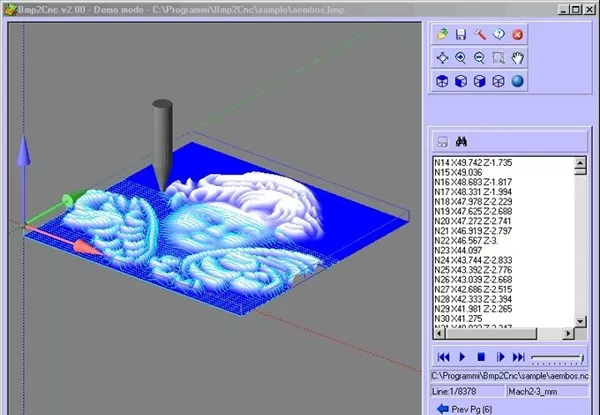
При помощи CAD/CAM
Наиболее прогрессивным способом справедливо считаются именно САПР, так как они помогают сократить временные затраты и уберечься от ошибок, которые особенно часты при сложных алгоритмах. Но для их эффективного использования нужно внедрить единые для всего производственного цикла электронные решения, что не всегда возможно.
Вручную сегодня вводятся G-коды для токарного станка с ЧПУ, и то тогда, когда нужно выполнить простые задачи, допустим, расточить отверстие или снять металл по двум направлениям, то есть в ситуациях, когда ошибки реально выявить сразу. С пульта можно задать все то же самое и переходы посложнее, с обработкой по 2,5 и 3 координатам. Это очень подходящий выбор для серийного выпуска деталей по шаблону.
После создания эскиза в ADEM, MasterCAM или другой популярной САПР в диалоговом режиме удобно выбирать оборудование, инструменты и дополнительные приспособления, пределы перемещения и степень коррекции. Возможности задания траектории максимально широки, а при современном уровне развития CAD/CAM не составит труда выполнить виртуальную симуляцию техпроцесса, обнаружить сразу заметные ошибки вроде соударений, пропущенных припусков, зарезов, и исключить их.
Почему стоит изучать программирование ЧПУ
Ответ очевиден – чтобы уметь писать оптимальные алгоритмы для выполнения конкретной технологической операции. Просто понимать команды и пользоваться готовыми решениями не всегда удобно – в силу следующих причин:
- Стандартные варианты почти наверняка не учитывают специфику производства – в целях оптимизации их нужно адаптировать, а сделать это без знания языка ISO 7 bit крайне сложно.
- Методы постоянно совершенствуются, поэтому необходимо за ними успевать, ведь актуальная год назад последовательность действий сегодня может быть уже морально устаревшей.
- Процесс управления выпуском деталей нуждается в рационализации – в сокращении количества кадров, объединении повторяющихся циклов и в других способах упрощения листинга, воплотить которые в жизнь может только хорошо разбирающийся в вопросе оператор.
Стандарты и диалекты G-кода для ЧПУ станка: примеры
Первые шаги по регламентированию совокупности команд предприняла уже упомянутая Ассоциация электронной промышленности (EIA), когда ввела RS-274. Со временем свод правил был дополнен и расширен, превратился в NIST RS-274NGC. Большинство его положений перешли в актуальный сегодня стандарт ISO 7 bit.
Диалекты – это ответвления языка, в рамках которых инженеры дописали свои функции, ориентированные на определенную специфику техпроцессов или помогающие положительно выделиться среди ряда конкурентов.
- Fanuc, со своей унификацией и повсеместным распространением, популярен у профессионалов.
- Mach3, за счет сравнительной простоты и наглядности листинга, нравится любителям и новичкам.
- Haas предлагает дополнительные возможности при задаче алгоритма фрезерования карманов.
И так далее – диалектов много, они отличаются между собой уровнями поддержки и отображения, характером макро- и микроопераций, параметрами смещения и форматирования, инкрементными и абсолютными координатами.
Какие бывают G и M коды ЧПУ: описание
Сначала определим, в чем между ними разница. ДЖИ-команды являются основными и подготовительными, ЭМ – вспомогательными (технологическими). Записываются вместе, в строчку (первые – в начале, вторые – в конце) или, другими словами, покадрово – для наглядности листинга. В результате алгоритм представляет собой совокупность символьных блоков – с адресами и числовыми значениями.
В задачи G-группы входит определение линейной или круговой скорости, а также направления движения рабочих инструментов оборудования. Кроме того, они обязаны регламентировать расточку отверстий и нарезание резьбы, управлять координированием и другими особенностями дополнительной аппаратуры.
М-коды программирования ЧПУ призваны дополнять основные, упрощая выполнение алгоритма. На практике их роль сводится к смене лезвий, сверл (или других органов), к вызову и завершению подпрограмм.
Помимо этих двух распространенных семейств, также есть:
- S-команды, определяющие специфику основного движения.
- F, ответственные за характер подачи.
- D, H, T, выражающие ключевые параметры навесных элементов.
Поэтому оператору крайне важно разбираться в разнообразии представленных символов, а умение читать их построчно вообще подразумевается – это необходимое условие для контроля выполнения технологических операций.
Подготовительные G-функции ЧПУ
Могут задавать скорость перемещения ножа (гильотины) или выбор плоскости резания, но в блоке всегда записываются первыми. После обязательной литеры – ДЖИ с символами – идут координаты, представленные в виде числовых значений.
В зависимости от своего назначения они определяют позицию рабочего органа, выполняют переключение, компенсируют диаметр и длину, определяют особенности сверления, расточки, резьбования (полный список соответствия мы приведем ниже). Важно, что при составлении алгоритма, в текстовом формате, они остаются наглядными: при должном опыте чтения листинга оператору не составляет труда понять, что содержит каждая из них.

Расшифровка G-кодов для ЧПУ
Основных функций достаточно много, поэтому подробнее рассмотрим те из них, которые чаще всего применяются на практике, и это:
- G00 – для скоростного позиционирования и быстрого приведения инструмента в готовое/безопасное положение;
- G01-03 – для движения рабочего органа либо по прямой, либо по дуге, по часовой стрелке и против нее соответственно; дополнительные символы – I, J и K – в данном случае устанавливают координаты;
- G04 – для обеспечения перерыва в работе лезвия (сверла и так далее), продолжительностью 1 секунда (стандартный вариант) или дольше, в зависимости от значений X или P поля;
- G17 код ЧПУ нужен для определения основной плоскости – по нему происходит выбор XY-координат при совершении вращательных действий при выполнении технологических отверстий;
- G18-19 – делают то же самое, только в XZ и YZ-планах соответственно, актуальны при круговой интерполяции;
- G20 – для проведения измерений в дюймах, нужен при определении показателей, представленных не в системе СИ; G21, напротив, необходим для метрических вычислений;
- G40 – для смены автокоррекции на тот радиус, который устанавливает G41 (слева от обрабатываемой заготовки, с дополнительной D-командой) или G42 (аналогично, но уже справа);
- G43 код ЧПУ регулирует положение резца (или другого органа), компенсируя его длину, дополнен параметром H;
- G52 вводит локальные координаты, G53 обеспечивает переключение – на них и обратно;
- G54-59 ответственны за смещение инструмента по отношению к зафиксированным заготовкам; в зависимости от того, какой из них находится в листинге, можно понять, какая деталь подвергается воздействию;
- G64 активизирует режим резки с отменой любых других;
- G71 – включает опцию сверления отверстий, G73 делает то же самое, но с условием высокой скорости, G74 запускает процесс нарезания левосторонней резьбы, G81-83 – операцию сверления, G85-87 – циклы растачивания;
- G97 код ЧПУ определяет количество оборотов, совершаемых за единицу времени (обычно – за минуту).
Конечно, есть и другие, менее применимые, но все равно нужные и используемые. В процессе написания алгоритма инженер объединяет их в группы, заставляя взаимодействовать между собой и/или менять друг друга. От эффективности комбинаций зависит общая рациональность листинга, а значит и производительность выполнения технических операций.
Дополнительные функции и символы при программировании
Планируя последовательность действий сложного и высокоточного оборудования, лучше держать все возможные варианты в поле своего зрения и, при необходимости, сверяться, за что ответственен тот или иной ДЖИ. Поэтому мы и представляем их Вашему вниманию в максимально наглядном виде.
G-коды для ЧПУ: таблица подготовительных команд
установка инструмента в позицию
Программирование для станков с ЧПУ
Внимание! Все тесты в этом разделе разработаны пользователями сайта для собственного использования. Администрация сайта не проверяет возможные ошибки, которые могут встретиться в тестах.
Экзаменационный тест по дисциплине «Программирование для автоматизированного оборудования» для студентов 3 курса специальности 15.02.15
Система оценки: 5**** балльная
Список вопросов теста
Вопрос 1
Какой язык для программирования обработки на станках с ЧПУ является наиболее популярным?
Варианты ответов
- ИСО 7 бит
- ELAN-25
- PROMPT
Вопрос 2
Что необходимо сделать в первую очередь после включения станка?
Варианты ответов
- Переместить исполнительные органы в его нулевую точку для синхронизации с СЧПУ
- Проверить хорошо ли закреплена заготовка
- Выбрать инструмент для обработки
Вопрос 3
Какая точка является базовой для шпинделя?
Варианты ответов
- Точка пересечения его диагоналей
- Точка пересечения направляющих
- Точка пересечения торца шпинделя с собственной осью вращения
Вопрос 4
Какие коды используются для определения рабочей системы координат?
Варианты ответов
- G41-G49
- G54-G59
- G84-G89
Вопрос 5
Что такое рабочее смещение?
Варианты ответов
- Расстояние от нуля станка до шпинделя
- Расстояние от нуля станка до нуля детали вдоль определенной оси
- Расстояние от шпинделя до нуля детали
Вопрос 6
Какой адрес указывает на соответствующий регистр компенсации длины инструмента?
Варианты ответов
Вопрос 7
В чем заключается программирование в абсолютных координатах?
Варианты ответов
- Координаты точек отсчитываются от постоянного начала координат
- Координаты последующей точки отсчитываются от предыдущей
- Координаты точек отсчитываются от нулевой точки станка
Вопрос 8
В чем заключается программирование в относительных координатах?
Варианты ответов
- Координаты точек отсчитываются от постоянного начала координат
- Координаты последующей точки отсчитываются от предыдущей
- Координаты точек отсчитываются от нулевой точки станка
Вопрос 9
При помощи каких кодов происходит переключение между относительными и абсолютными координатами?
Варианты ответов
- G89, G90
- G90, G91
- G91, G92
Вопрос 10
Для чего в УП используются комментарии?
Варианты ответов
- Довести до оператора станка определенную технологическую операцию
- Задать определенные данные для обработки заготовки
- Описать последовательность обработки
Вопрос 11
Из чего состоит УП?
Варианты ответов
- Кадров
- Кодов
- Адресов
Вопрос 12
Коды с адресом G называются…
Варианты ответов
- Базовыми
- Вспомогательными
- Подготовительными
Вопрос 13
Коды с адресом М называются…
Варианты ответов
- Основными
- Базовыми
- Вспомогательными
Вопрос 14
Из чего состоит слово данных?
Варианты ответов
- Адреса и числа
- Адреса
- Числа
Вопрос 15
Для чего в начале программы находятся код начала программы и номер программы?
Варианты ответов
- Чтобы СЧПУ могла отделить в памяти одну программу от другой
- Чтобы СЧПУ могла начать работу программы обработки
- Чтобы оператор мог различить программы
Вопрос 16
В чем преимущество модальных G кодов перед немодальными?
Варианты ответов
- Модальные коды действуют только в том кадре в котором находятся
- Модальные коды действуют бесконечно долго, пока их не отменят другим кодом
- Немодальные коды действуют бесконечно долго, пока их не отменят другим кодом
Вопрос 17
Для чего нужны строки безопасности?
Варианты ответов
- Для перевода СЧПУ в режим работы
- Для перевода СЧПУ в определенный стандартный режим и отмена ненужных функций
- Для отмены ненужных функций
Вопрос 18
Могут ли два модальных кода из одной функциональной группы быть активны в одно и то же время?
Варианты ответов
Вопрос 19
Для чего применяется ускоренное перемещение?
Варианты ответов
- Для быстрого перемещения инструмента к позиции обработки или безопасной позиции
- Для быстрого выполнения обработки
- Для быстрого отвода инструмента
Вопрос 20
Зачем нужен зазор между поверхностью и точкой, в которую перемещается инструмент с помощью кода G00?
Варианты ответов
- Во избежание столкновения инструмента с заготовкой
- Для перехода в рабочий режим обработки
- Во избежание неверного позиционирования
Вопрос 21
В чем разница между G01 и G00?
Варианты ответов
- При действии кода G01 инструмент перемещается с заданной скоростью при которой не возможна обработка материала
- При действии кода G01 инструмент перемещается с заданной скоростью при которой возможна обработка материала
- При действии кода G00 инструмент перемещается с заданной скоростью при которой возможна обработка материала
Вопрос 22
В чем разница между G02 и G03?
Варианты ответов
- G02 круговая интерполяция по часовой стрелке и G03 круговая интерполяция против часовой стрелки
- G02 круговая интерполяция против часовой стрелки и G03 круговая интерполяция по часовой стрелке
- G02 круговая интерполяция на ускоренной подаче и G03 круговая интерполяция на рабочей подаче
Вопрос 23
Для чего в кадре круговой интерполяции указывают I, J, K слова данных?
Варианты ответов
- Для задания координат конечной точки дуги
- Для задания координат центра дуги
- Для задания координат начальной точки дуги
Вопрос 24
При помощи каких кодов выполняется останов управляющей программы?
Варианты ответов
- М00 и М01
- М02 и М30
- М05
Вопрос 25
С помощью каких кодов происходит управление подачей СОЖ?
Варианты ответов
- М06,М07
- М07,М08,М09
- М06,М07,М08
Вопрос 26
В чем разница между кодами М03 и М04?
Варианты ответов
- Один запускает, а другой останавливает вращение шпинделя
- Для подачи СОЖ в зону резания в различном виде
- В направлении вращения шпинделя
Вопрос 27
В чем разница между М30 и М02?
Варианты ответов
- М30 перематывает программу в её начало
- М02 перематывает программу в её начало
- М02 запускает, а М30 завершат работу программы
Вопрос 28
В чем разница между М00 и М01?
Варианты ответов
- М00 запрограммированный останов, М01 останов по выбору
- М00 останов по выбору, М01 запрограммированный останов
- М00 останов на короткое время, М01 останов на более длительное время
Вопрос 29
Укажите команду для автоматической смены инструмента
Варианты ответов
Вопрос 30
Что называется постоянным циклом?
Варианты ответов
- Часто повторяющиеся циклы в управляющей программе
- Специальные макропрограммы заложенные а СЧПУ для выполнения стандартных операций механической обработки
- Циклы сверления
Вопрос 31
В чем смысл использования постоянных циклов?
Варианты ответов
- Экономят время обработки
- Упрощают и экономят время написания программы
- Упрощают обработку детали
Вопрос 32
Что определяется при помощи Р слова данных при работе постоянных циклов?
Варианты ответов
- Мощность сверления
- Время ожидания на дне отверстия
- Время обработки одного отверстия
Вопрос 33
Что определяется при помощи R слова данных при работе постоянных циклов?
Варианты ответов
- Радиус
- Расстояние до плоскости отвода
- Расстояние до исходной плоскости
Вопрос 34
Для чего необходимо указывать код G80 в УП?
Варианты ответов
- Остановка программы
- Отмена постоянного цикла
- Отмена заданных координат
Вопрос 35
Для чего используют цикл прерывистого сверления?
Варианты ответов
- Для сверления глубоких отверстий более одного диаметра
- Для сверления глубоких отверстий более трех диаметров
- Для нарезания резьбы в отверстии
Вопрос 36
Что определяется при помощи Q слова данных?
Варианты ответов
- Время задержки на дне отверстия
- Относительную глубину рабочего хода сверла
- Глубину заглубления
Вопрос 37
В чем разница между G98 и G99 в постоянных циклах?
Варианты ответов
- К какой плоскости происходит возврат инструмента в конце каждого цикла и между всеми обрабатываемыми отверстиями
- Переводит программу из относительной в абсолютную систему координат
- От какой плоскости начинается работа постоянного цикла
Вопрос 38
Для чего используют функцию автоматической коррекции на радиус инструмента?
Варианты ответов
- Для автоматического изменения радиуса при обработке
- Для автоматического смещения траектории инструмента относительно исходного контура
- Для автоматической смены инструмента с другим радиусом
Вопрос 39
Укажите G коды для автоматической коррекции радиуса инструмента
Варианты ответов
- G41, G42, G40
- G43, G44, G40
- G41, G42, G49
Вопрос 40
Откуда система ЧПУ «узнает» о диаметре используемого инструмента?
Варианты ответов
- При помощи адреса D
- При помощи адреса С
- При помощи адреса Н
Вопрос 41
Какова должна быть длина прямолинейного участка подвода и отвода при включении автоматической коррекции на радиус инструмента?
Варианты ответов
- Не меньше величины радиуса инструмента
- Не менее трех диаметров инструмента
- Не менее 5 мм
Вопрос 42
Какой код отменяет автоматическую коррекцию на радиус инструмента?
Варианты ответов
Вопрос 43
На что указывает слово данных Р?
Варианты ответов
- Название подпрограммы
- Сколько раз нужно вызвать подпрограмму
- Количество внешних подпрограмм
Вопрос 44
Для чего используется код М98?
Варианты ответов
- Для вызова внутренних подпрограмм
- Для вызова внешних подпрограмм
- Для вызова основной программы
Вопрос 45
Для чего используется код М99?
Варианты ответов
- Код окончания работы основной программы
- Код окончания работы подпрограммы
- Код окончания работы индивидуальной программы
Вопрос 46
Выбор какой рабочей плоскости включат подготовительная функция G17?
Варианты ответов
Вопрос 47
При помощи адреса Т осуществляется управление…?
Варианты ответов
- Компенсацией длины инструмента
- Магазином инструмента
- Коррекцией на радиус инструмента
Вопрос 48
Адрес О указывает системе ЧПУ на….?
Варианты ответов
- Номер инструмента в магазине инструментов
- Номер управляющей программы
- Номер вызываемой подпрограммы
Вопрос 49
Укажите символ в УП указывающий на пропуск кадра?
Варианты ответов
Вопрос 50
С помощью какого кода производится выдержка с заданным временем?
Варианты ответов
Получите комплекты видеоуроков + онлайн версии







Сохранить у себя:
Нравится 1
Комментарии 5
Чтобы добавить комментарий зарегистрируйтесь или войдите на сайт
Игорь Каркошка, 04.09.2023 14:54
Ответ на вопрос:
На что указывает слово данных Р?»
— не корректен. На количество указывает «L», а «P» как раз таки на номер
Нравится 0
![]()
Ирина videouroki.net, 14.04.2022 11:54
Пользователь,
Где ответы, вы чего?
Здравствуйте. Благодарим Вас за внимание к нашему сайту. Ответы на тест от пользователя сайта предоставить не можем. Добавить возможность просмотра ошибок может только пользователь, который разработал данный тест. Если у Вас возникнут вопросы, напишите, пожалуйста, в нашу службу техподдержки на email: [email protected]