Pereosnastka.ru

Поверка и наладка термоэлектрических преобразователей
К атегория:
Приборы для измерения температуры
Поверка и наладка термоэлектрических преобразователей
Принятые для поверки термопреобразователи из благородных металлов подвергают очистке и отжигу. Термопреобразователи из неблагородных металлов предварительной обработке не подвергают.
При поверке стандартных термоэлектрических преобразователей устанавливают, соответствует ли градуировочная характеристика поверяемого термопреобразователя стандартной характеристике. Для нестандартных термопреобразователей поверка сводится к градуировке, т.е. к определению зависимости термоЭДС термопреобразователя от температуры горячего спая, при постоянной температуре свободных концов.
Поверку термопреобразователей из благородных металлов выполняют так называемым методом малого погружения с использованием индукционной печи. В индуктор устанавливают тигель с металлом, температура затвердевания которого является постоянной точкой. С помощью генератора высокой частоты металл расплавляют и перегревают выше температуры плавления на несколько десятков градусов. В расплавленный металл погружают защитный колпачок и рабочий конец термопреобразователя. Перед поверкой измеряют температуру затвердевания используемого металла.
Для определения температуры затвердевания используют образцовые платинородий-платиновые термопреобразователи. После расплавления и перегрева металла мощность индуктора уменьшают, температура металла сначала снижается, а затем остается практически постоянной в течение всего периода фазового перехода металла.
После измерения температуры затвердевания используемого образца металла приступают к градуировке поверяемого термоэлектрического преобразователя: в защитный колпачок погружают поверяемый термопреобразователь, повышают мощность индуктора до расплавления и перегрева металла, а затем снижают мощность индуктора. При температуре затвердевания металла определяют термоЭДС поверяемого термопреобразователя. ТермоЭДС термопреобразователя измеряют потенциометром.
Поверку термоэлектрических термопреобразователей можно производить также методом сличения. Для этого термопреобразователи на температуру 0 — 300 °С поверяют, погружая их в водяной или масляный термостат, а на температуре свыше 300 °С — в нагревательную печь. Температуру в термостате контролируют по ртутному термометру, а в печи — по образцовой термопаре.
Термоэлектрические преобразователи помещают в печь так, чтобы обеспечить равенство температур рабочих концов всех поверяемых и образцовой термопар. Для этого рабочие концы благородных термопар оставляют обнаженными на 2—5 мм от спая, а неблагородных — на 8—10 мм. Одновременно в печь помещают 5—6 поверяемых и 1—2 образцовые термопары.

Рис. 1. Схема поверки термопреобразователя методом малого погружения
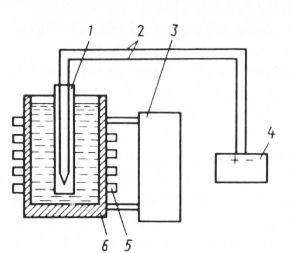
Рис. 2. Установка для поверки термоэлектрических преобразователей
Сблокированные рабочие спаи поверяемых термопар помещают в зону максимальной температуры печи. Свободные концы термопар опускают в пробирки, залитые сухим минеральным маслом. Пробирки погружают в сосуд с чистым тающим льдом, обеспечивая нулевую температуру холодных спаев термопар. Холодные спаи можно не помещать в термостат, тогда погрешность при измерении их истинной температуры должна быть не более 0,1 °С. Не требуют термостатирования термопары ТПР .
По достижении в печи необходимой температуры величину тока в цепи нагревателя регулируют автотрансформатором так, чтобы скорость изменения температуры в печи не превышала 0,2—0,4 С в 1 мин. После этого измеряют термоЭДС всех термопар, подключая их с помощью переключателя к потенциометру, начиная с образцовой, сначала в прямом, а затем в обратном порядке. Для каждой термопары делают не менее четырех измерений. Искомую термоЭДС каждой термопары определяют как среднее арифметическое из всех измерений (при данной температуре) с поправкой на показание потенциометра и температуру свободных концов.
Термоэлектрический преобразователь тэп какой градуировки является образцовым
Requested virtual server does not exist or temporarily unavailable.
Возможные причины ошибки:
Possible causes of error :
-
Сервер, на котором размещён данный ресурс перегружен;
The server is overloaded;
The virtual server has been incorrectly configured;
Service for requested resource is suspended;
Свяжитесь с нами для получения подробной информации. Контакты
Contact us for more information. Our contacts
Метрология и стандартизация
Метроло́гия — наука об измерениях, методах и средствах обеспечения их единства и способах достижения требуемой точности. Предметом метрологии является извлечение количественной информации о свойствах объектов с заданной точностью и достоверностью; нормативная база для этого — метрологические стандарты.

Метрология состоит из трёх основных разделов:
- Теоретическая или фундаментальная — рассматривает общие теоретические проблемы (разработка теории и проблем измерений физических величин, их единиц, методов измерений).
- Прикладная — изучает вопросы практического применения разработок теоретической метрологии. В её ведении находятся все вопросы метрологического обеспечения.
- Законодательная — устанавливает обязательные технические и юридические требования по применению единиц физической величины, методов и средств измерений.
Стандартиза́ция — деятельность по разработке, опубликованию и применению стандартов, по установлению норм, правил и характеристик в целях обеспечения безопасности продукции, работ и услуг для окружающей среды, жизни, здоровья и имущества, технической и информационной совместимости, взаимозаменяемости и качества продукции, работ и услуг в соответствии с уровнем развития науки, техники и технологии, единства измерений, экономии всех видов ресурсов, безопасности хозяйственных объектов с учётом риска возникновения природных и техногенных катастроф и других чрезвычайных ситуаций, обороноспособности и мобилизационной готовности страны.
Стандартизация направлена на достижение оптимальной степени упорядочения в определенной области посредством установления положений для всеобщего и многократного применения в отношении реально существующих или потенциальных задач.

За реализацию норм стандартизации отвечают органы стандартизации, наделенные законным правом руководить разработкой и утверждать нормативные документы и другие правила, придавая им статус стандартов.
В области промышленности стандартизация ведет к снижению себестоимости продукции, поскольку:
- позволяет экономить время и средства за счет применения уже разработанных типовых ситуаций и объектов;
- повышает надежность изделия или результатов расчетов, поскольку применяемые технические решения уже неоднократно проверены на практике;
- упрощает ремонт и обслуживание изделий, так как стандартные узлы и детали — взаимозаменяемые (при условии, что сборка осуществлялась без пригоночных операций).
На нашем сайте предоставлены учебные материалы для студентов, по метрологии и стандартизации. Суммарно около
Если вам нужна помощь в написании работы, то рекомендуем обратиться к профессионалам. Более 70 000 авторов готовы помочь вам прямо сейчас. Бесплатные корректировки и доработки. Узнайте стоимость своей работы.
Термоэлектрические преобразователи Содержание.
Принцип действия. Основные соотношения. Применяемые материалы.
Явление термоэлектричества, открытое в начале прошлого века. Оно заключается в следующем. Если составить цепь из двух различных проводников (или полупроводников) А и В, соединив их между собой концами (рис.1), причем температуру t1 одного места соединения сделать отличной от температуры t0 другого, то в цепи появится э.д.с., называемая термоэлектродвижущей силой (термо-э.д.с.) и являющаяся разностью функций температур мест соединения проводников:  Подобная цепь называется термоэлектрическим преобразователем, или иначе термопарой; проводники, составляющие термопару, — термоэлектродами, а места их соединения – спаями. Термопара может быть применена для измерения температуры. Если один спай термопары, называемый рабочим спаем, поместить в среду с температурой t1, подлежащей измерению, а температуру другого – нерабочего – спая поддерживать постоянной, то
Подобная цепь называется термоэлектрическим преобразователем, или иначе термопарой; проводники, составляющие термопару, — термоэлектродами, а места их соединения – спаями. Термопара может быть применена для измерения температуры. Если один спай термопары, называемый рабочим спаем, поместить в среду с температурой t1, подлежащей измерению, а температуру другого – нерабочего – спая поддерживать постоянной, то  и
и  независимо от того, каким образом произведено соединение термоэлектродов (спайкой, сваркой и т.д.). Последняя взаимосвязь и положена в основу измерения температур при помощи термопар. Таким образом, естественной входной величиной термопары является температура t1 ее рабочего спая, а выходной величиной термо-э.д.с., которую термопара развивает при строго постоянной температуре t0 нерабочего спая. Приборы, представляющие собой сочетание термопары и указателя, используемые для измерения температуры, часто называют не термометрами, а термоэлектрическими пирометрами, хотя никакого принципиального различия между этими терминами нет. Включить указатель в цепь термопары можно как по наиболее часто применяемой схеме рис.2,а (здесь два нерабочих спая), так и по схеме рис.2,б. Для того чтобы включение в цепь термопары указателя (т.е. третьего проводника) не изменило значения термо-э.д.с., места соединения указателя с термоэлектродами должны иметь одинаковую температуру.
независимо от того, каким образом произведено соединение термоэлектродов (спайкой, сваркой и т.д.). Последняя взаимосвязь и положена в основу измерения температур при помощи термопар. Таким образом, естественной входной величиной термопары является температура t1 ее рабочего спая, а выходной величиной термо-э.д.с., которую термопара развивает при строго постоянной температуре t0 нерабочего спая. Приборы, представляющие собой сочетание термопары и указателя, используемые для измерения температуры, часто называют не термометрами, а термоэлектрическими пирометрами, хотя никакого принципиального различия между этими терминами нет. Включить указатель в цепь термопары можно как по наиболее часто применяемой схеме рис.2,а (здесь два нерабочих спая), так и по схеме рис.2,б. Для того чтобы включение в цепь термопары указателя (т.е. третьего проводника) не изменило значения термо-э.д.с., места соединения указателя с термоэлектродами должны иметь одинаковую температуру. 
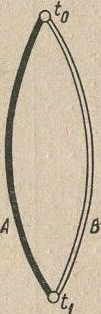 Рис.1. Термоэлектрическая цепь Рис. 2. Включение указателя в термоэлектрическую цепь Материалы, применяемые для термопар. Для измерения температур до 1100С используют в основном термопары из неблагородных металлов, а для измерения температур выше 1100 и до 1600С – термопары из благородных металлов платиновой группы и, наконец, для измерения температур более 1600С – различные термопары, изготовленные из очень жароупорных материалов. Для термопар, не погружаемых непосредственно в печь (например, для термопар радиационных пирометров), применяют также металлические термоэлектроды в паре с неметаллами (например, теллур, кремний и т.п.). Эта категория термопар развивает термо-э.д.с., значительно превышающие термо-э.д.с. термопар из металлических термоэлектродов, но не отличается механической прочностью. Направление термо-э.д.с. зависит лишь от природы материалов, используемых в качестве термоэлектродов. Положительным называют тот термоэлектрод, по направлению к которому ток идет через рабочий спай термопары. В табл.1 приведены термо-э.д.с., которые развиваются различными термоэлектродами в паре с платиной при температуре рабочего спая t1=100C и температуре нерабочих спаев t0=0C. Таблица 1
Рис.1. Термоэлектрическая цепь Рис. 2. Включение указателя в термоэлектрическую цепь Материалы, применяемые для термопар. Для измерения температур до 1100С используют в основном термопары из неблагородных металлов, а для измерения температур выше 1100 и до 1600С – термопары из благородных металлов платиновой группы и, наконец, для измерения температур более 1600С – различные термопары, изготовленные из очень жароупорных материалов. Для термопар, не погружаемых непосредственно в печь (например, для термопар радиационных пирометров), применяют также металлические термоэлектроды в паре с неметаллами (например, теллур, кремний и т.п.). Эта категория термопар развивает термо-э.д.с., значительно превышающие термо-э.д.с. термопар из металлических термоэлектродов, но не отличается механической прочностью. Направление термо-э.д.с. зависит лишь от природы материалов, используемых в качестве термоэлектродов. Положительным называют тот термоэлектрод, по направлению к которому ток идет через рабочий спай термопары. В табл.1 приведены термо-э.д.с., которые развиваются различными термоэлектродами в паре с платиной при температуре рабочего спая t1=100C и температуре нерабочих спаев t0=0C. Таблица 1
| Материал | Термо-э.д.с., мв | Материал | Термо-э.д.с., мв |
| Кремний | +44,8 | Свинец | +0,44 |
| Сурьма | +4,7 | Олово | +0,42 |
| Хромель | +2,4 | Магний | +0,42 |
| Нихром | +2,2 | Алюминий | +0,40 |
| Железо | +1,8 | Графит | +0,32 |
| Сплав (90% Pt+10% Ir) | +1,3 | Уголь | +0,30 |
| Молибден | +1,2 | Ртуть | 0,00 |
| Кадмий | +0,9 | Палладий | -0,57 |
| Вольфрам | +0,8 | Никель | -1,5 |
| Манганин | +0,76 | Алюмель | -1,7 |
| Медь | +0,76 | Сплав (60%Au+30%Pd+10%Pt) | -2,31 |
| Золото | +0,75 | Константан | -3,4 |
| Цинк | +0,75 | Копель | -4,5 |
| Серебро | +0,72 | Висмут оси | -5,2 |
| Иридий | +0,65 | Висмут оси | -7,7 |
| Родий | +0,64 | Пирит | -12,1 |
| Сплав (90% Pt+10% Rh) | +0,64 | Молибденит | От –69 до -104 |
Примечание: состав сплавов: хромель 90%Ni+10%Cr;алюмель 1%Si+2%Al+0,17%Fe+Ni(остальное); копель 56,5%Cu+43,5%Ni. При пользовании данными таблицы следует иметь ввиду, что развиваемые термоэлектродами термо-э.д.с. в значительной степени зависят от малейших присей, механической обработки (наклеп) и термической обработки (закалка, отжиг). При конструировании термопар, естественно, стремятся сочетать термоэлектроды, один их которых развивает с платиной наиболее положительную, а другой – отрицательную термо-э.д.с.. При этом необходимо учитывать также пригодность того или иного термоэлектрода для применения в заданных условиях измерения (влияние на термоэлектрод среды, температуры и т.д.). Термопары из благородных металлов (платиновой группы) имеют широкое распространение в основном как образцовые термопары для измерения температур выше 1000С. Основной термопарой этой группы является термопара платинородий – платина, один термоэлектрод которой представляет собой чистую платину, а второй – сплав (90%Pt+10%Rh). Эта термопара может применяться для измерения температур до 1600С кратковременно и до 1400С длительно и развивает при 1600С термо-э.д.с., равную 17 мв (при температуре нерабочих спаев, равной нулю). При температурах выше 1400С электроды начинают взаимодействовать с окружающими элементами, вследствие чего изменяются термоэлектрические характеристики термопары. Достоинством этой термопары является ее химическая стойкость в окислительной среде, восстановительная же среда отравляет термопару. Для измерения температур до 1800С применяют термопары из платинородиевых сплавов с различным содержанием родия, например термопару ПР 30/6. В ней положительным термоэлектродом является сплав, состоящий из 70%Pt и 30%Rh, а отрицательным термоэлектродом – сплав из 94%Pt и 6%Rh. Верхним пределом кратковременно измеряемой температуры для этой термопары можно принять температуру 1750С. Термопара ПР30/6 развивает при 1546С термо-э.д.с., равную 10,82 мв. Термопары с другим содержанием родия (ПР40/10, ПР30/13 и ПР40/20) развивают несколько меньшую термо-э.д.с., чем термопара ПР30/6, но пригодны для измерения немного более высоких температур (до 1800 — 1850С). Термопары из неблагородных металлов и других материалов. Из числа термопар этой группы стандартными являются четыре термопары, основные характеристики которых указаны в таблице 2. Таблица 2
| Наименование термопары | Термо-э.д.с. при t1=100 C, t0=0 C, мв | Верхний предел измеряемой температуры, С | |
| При длительном измерении | При кратковременном измерении | ||
| Медь – копель | 4,75 | 350 | 500 |
| Железо – копель | 5,75 | 600 | 800 |
| Хромель – копель | 6,90 | 600 | 800 |
| Хромель — алюмель | 4,10 | 1100 | 1250 |

Особенно широко применяется термопара хромель – алюмель. Эта термопара хорошо работает в окислительной среде благодаря возникновению при нагреве тонкой защитной пленки окислов, препятствующей проникновению кислорода внутрь металла. Восстановительная среда, напротив, вредно действует на эту термопару, разрушая пленку окислов. Термопара хромель – копель химически стойка в окислительной и несколько менее стойка в восстановительной средах (в пределах температур до 600С). следует особо отметить высокую термо-э.д.с., развиваемую термопарой хромель – копель, однако ее термоэлектрическая характеристика отличается значительно большей нелинейностью по сравнению с характеристикой термопары хромель – алюмель (рис.3). Термопары железо – копель и медь – копель не получили распространения ввиду отсутствия у них каких-либо существенных преимуществ по сравнению с термопарой хромель – копель. Кроме описанных стандартных термопар, применяется и ряд нестандартных термопар на константановой Рис. 3. Термоэлектрические характеристики термопар хромель-ко-пель и хромель- основе, близких по свойствам к аналогичным термопарам с копелевым термоэлектродом :медь – константан, железо – константан и нихром – константан. В группе термопар, предназначенных для измерения температур превышающих 1600С, следует отметить термопару вольфрам – молибден. К достоинствам такой термопары относятся высокая температура плавления обоих электродов, доступность получения этих материалов и их сравнительно небольшая стоимость. Недостатками этих термоэлектродов являются их быстрое окисление и хрупкость при высоких температурах, а такженевоспроизводимость характеристики термо-э.д.с., что требует индивидуальной градуировки каждой такой термопары. Большой интерес для измерения высоких температур в условиях воздействия различных агрессивных сред представляет термопара из борида и карбида циркония (ZrB2 и ZrC) – твердых тугоплавких соединений. Борид и карбид циркония обладают при относительно высокой прочности низким электрическим сопротивлением и хорошей теплопроводностью. Они устойчивы против действия водорода, окиси углерода, смеси окиси углерода с азотом, расплавленных цветных и черных металлов, а также некоторых расплавленных солей и шлаков. Термопара с электродами из борида и карбида циркония, как показали исследования, имеет практически линейную термоэлектрическую характеристику и развивает термо-э.д.с. около 16 мв при 1800С. Помимо перечисленных термопар, существует ряд других, не нашедших пока широкого применения.